一种高频辅助旋转摩擦焊接中空钎具的方法与流程
本发明涉及旋转摩擦焊接,尤其涉及一种高频辅助旋转摩擦焊接中空钎具的方法。
背景技术:
1、23grni3mo钢是一种应用最为广泛的凿岩钎具钢,在钎杆制造过程中广泛应用。钎具作为凿岩常用的一种工具,在岩石和其他构筑物中钻凿眼孔应用最为广泛。通常情况下,钎具由三部分组成:钎头、钎杆和钎尾。钎头和钎尾分别存在内外螺纹用于钎杆之间的连接。为了便于生产,钎杆与钎头或钎尾通常采用旋转摩擦焊接的生产工艺进行制造,如图1所示。
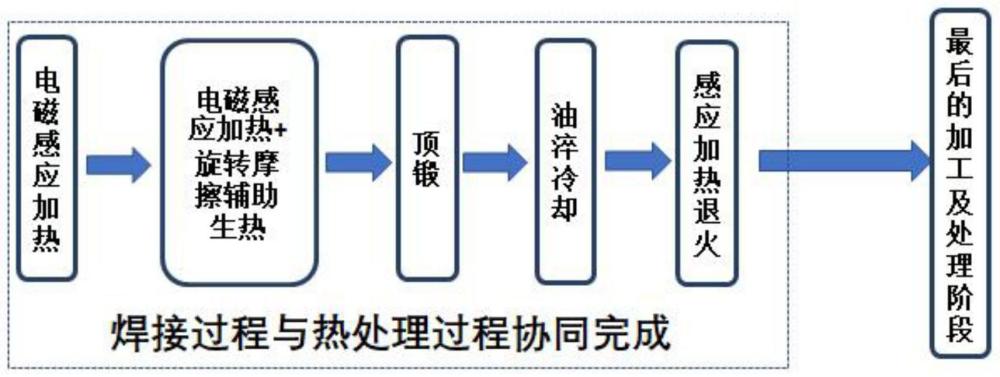
2、通常情况下,采用旋转摩擦焊接技术生产的中空钎具在完成最终加工前需要进行焊接过程和热处理过程两个步骤,如图2所示。在搅拌摩擦焊接过程中由于端面摩擦生热,导致了接头热量从焊接端面到钎杆基体逐渐降低,温度变化过陡,焊接端部因摩擦而产生再结晶,而靠近摩擦区的热影响区由于高温传热的存在导致组织的粗化或者马氏体的溶解,靠近焊缝区形成了明显的组织缺陷。热影响区组织的粗化导致了在热影响区形成明显的强度薄弱区,焊接试样的强度和塑形远低于基体。此外,所采用的空冷冷速过慢,冷却过程高温区的热传递会进一步弱化接头热影响区。再有,焊接试样需要额外的热处理工艺来调控组织和力学性能,工艺较为复杂且耗时。热处理后的钎具往往寿命低,通常钎具使用寿命不足72小时。
技术实现思路
1、本发明的目的在于提供一种高频辅助旋转摩擦焊接中空钎具的方法,采用本发明的方法不但简化了生产工艺,而且钎具寿命大幅提高。
2、为了实现上述发明目的,本发明提供以下技术方案:
3、本发明提供了一种高频辅助旋转摩擦焊接中空钎具的方法,包括以下步骤:
4、将待焊接中空钎具试样穿过高频感应加热线圈,使待焊接中空钎具试样的摩擦区位于所述高频感应加热线圈的中央,同时保证热影响区落入高频感应加热线圈中,进行第一阶段电磁感应加热;所述电磁感应加热线圈为收腰型;
5、然后在施加第二阶段电磁感应加热的条件下进行旋转摩擦;
6、待旋转摩擦结束后,施加顶锻力进行顶锻变形而完成焊接,随后油淬冷却,得到焊接试样;
7、将所述焊接试样进行第三阶段电磁感应加热实现去应力退火。
8、优选的,所述待焊接中空钎具试样的材质为23grni3mo钢或gdl钢等低碳高合金钢;所述待焊接中空钎具的外径为50~100mm。
9、优选的,所述第一阶段电磁感应加热的功率为35kw~50kw,电流为50a~100a,时间为25s~120s。
10、优选的,所述第一阶段电磁感应加热前待焊接中空钎具试样之间施加0.5mpa~3mpa的压力。
11、优选的,所述第二阶段电磁感应加热的功率为10kw~30kw,电流为50a~100a。
12、优选的,所述旋转摩擦焊施加的压力为2.5mpa~5mpa,时间为8s~24s。
13、优选的,所述顶锻变形施加的顶锻力为9mpa~15mpa,保持时间为5s~10s。
14、优选的,所述油淬冷却的时间为120s~180s。
15、优选的,所述油淬冷却为喷淋淬火油进行冷却。
16、优选的,所述第三阶段电磁感应加热的功率为2kw~5kw,电流为20a~60a,时间为10min~20min。
17、本发明提供了一种高频辅助旋转摩擦焊接中空钎具的方法,包括以下步骤:将待焊接中空钎具试样穿过高频感应加热线圈,使待焊接中空钎具试样的摩擦区位于所述高频感应加热线圈的中央,同时保证热影响区落入高频感应加热线圈中,进行第一阶段电磁感应加热;所述电磁感应加热线圈为收腰型;然后在施加第二阶段电磁感应加热的条件下进行旋转摩擦;待旋转摩擦结束后,施加顶锻力进行顶锻变形而完成焊接,随后油淬冷却,得到焊接试样;将所述焊接试样进行第三阶段电磁感应加热实现去应力退火。
18、本发明先进行第一阶段电磁感应加热,目的是通过电磁感应加热预先产生一定的温度梯度,其具有三方面的作用:一、降低了焊接过程中的温度突变而造成的产品性能的降低;二、缩短了摩擦加热的时间;三、通过感应加热使得焊接端部具有更好的塑性能力,获得更为优良的焊接接头;然后在施加第二阶段电磁感应加热的条件下进行旋转摩擦,使得焊接接头形成初步的焊接,由于加热线圈为收腰型,即两头直径大,中间直径小,因此,中间部分的焊接端面产生的热量多,两端产生的热量少,借助高频感应加热避免传统旋转摩擦焊导致的接头热量从焊接端面到钎杆基体的突变,进而避免热影响区形成明显的组织缺陷;本发明采用油淬冷却,可以改善接头的微观组织分布,进而控制获得高强度的焊接钎具;最后进行第三阶段电磁感应加热,消除淬火过程中产生的热应力,进一步改善微观组织获得更高的力学性能。实施例的结果表明,采用本发明的方法将焊接钎具的使用寿命由不足72小时提高到了200小时左右。
19、此外,采用本发明的方法减少了再次进行后续的热处理,简化了生产工艺,提高了生产效率。
技术特征:
1.一种高频辅助旋转摩擦焊接中空钎具的方法,包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,所述待焊接中空钎具试样的材质为23grni3mo钢或gdl钢等低碳高合金钢;所述待焊接中空钎具的外径为50~100mm。
3.根据权利要求1所述的方法,其特征在于,所述第一阶段电磁感应加热的功率为35kw~50kw,电流为50a~100a,时间为25s~120s。
4.根据权利要求1或3任一项所述的方法,其特征在于,所述第一阶段电磁感应加热前待焊接中空钎具试样之间施加0.5mpa~3mpa的压力。
5.根据权利要求1所述的方法,其特征在于,所述第二阶段电磁感应加热的功率为10kw~30kw,电流为50a~100a。
6.根据权利要求1或5所述的方法,其特征在于,所述旋转摩擦施加的压力为2.5mpa~5mpa,时间为8s~24s。
7.根据权利要求1所述的方法,其特征在于,所述顶锻变形施加的顶锻力为9mpa~15mpa,保持时间为5s~10s。
8.根据权利要求1所述的方法,其特征在于,所述油淬冷却的时间为120s~180s。
9.根据权利要求1或8所述的方法,其特征在于,所述油淬冷却为喷淋淬火油进行冷却。
10.根据权利要求1所述的方法,其特征在于,所述第三阶段电磁感应加热的功率为2kw~5kw,电流为20a~60a,时间为10min~20min。
技术总结
本发明提供了一种高频辅助旋转摩擦焊接中空钎具的方法,涉及旋转摩擦焊接技术领域。本发明将待焊接中空钎具试样穿过高频感应加热线圈,使待焊接中空钎具试样的摩擦区位于所述高频感应加热线圈的中央,同时保证热影响区落入高频感应加热线圈中,进行第一阶段电磁感应加热;所述电磁感应加热线圈为收腰型;然后在施加第二阶段电磁感应加热的条件下进行旋转摩擦;待旋转摩擦结束后,施加顶锻力进行顶锻变形而完成焊接,随后油淬冷却,得到焊接试样;将所述焊接试样进行第三阶段电磁感应加热实现去应力退火。采用本发明的方法不但简化了生产工艺,而且钎具寿命大幅提高。
技术研发人员:梁宇,刘勇,陈兴平,罗永忠,周磊,梁益龙
受保护的技术使用者:贵州惠沣众一机械制造有限公司
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!