大整形量连修带整模具及其加工方法与流程
本发明涉及模具,具体涉及一种大整形量连修带整模具及其加工方法。
背景技术:
1、近年来,各模具公司经过多年的技术更新和不断积累,建立了完整的模具cad/cam/capp开发体系,并在此基础上开发应用了“精细化的3d实体设计”技术,不断有新结构,新功能成功应用于多种轿车的覆盖件的模具的结构设计和制造中,这些技术都能有效的保证零件冲压品质,降低零件的材料成本。
2、冲压零件的冲压通常经过拉延、修边冲孔、翻边整形等工序,通常需要要3到5个工序和相应的模具,降低冲压成本的最直接办法就是降低工序数和相应开发的模具数量,这就需要将不同模具实现的工序内容整合到一套模具中去,但同时加大了模具的工序内容复合程度和模具结构的复杂性。在模具结构中常常将修边和整形整合到一道工序中去,对于整形量较小的零件结构实现没有问题,但当整形量较大时会对模具结构强度产生不良影响,常规结构无法解决。
3、传统的连修带整模具结构冲压零件过程是先修边再整形,修边行程是切边行程+整形行程,一般在整型量比较小的情况下,修边的全部行程不会很大,模具刃口的强度能够得到保证。由于修边的行程要大于整形的行程才能使零件在修边后再整形,保证零件的尺寸精度,传统实现较小整形量的零件没有问题,但当整形量较大时,为了满足零件的尺寸要求修边行程也要相应加大超过整形行程,修边行程大,修边凹模的切入量很大,修边行程过大往往造成模具结构强度恶化,传统的连修带整结构已无法实现大整形量的连修带整冲压工艺要求。
技术实现思路
1、本发明的目的就是针对上述技术的不足,提供一种大整形量连修带整模具及其加工方法,在大整形量下能够限制修边的行程,从而保证整形镶块的强度,实现大整形量的连修带整。
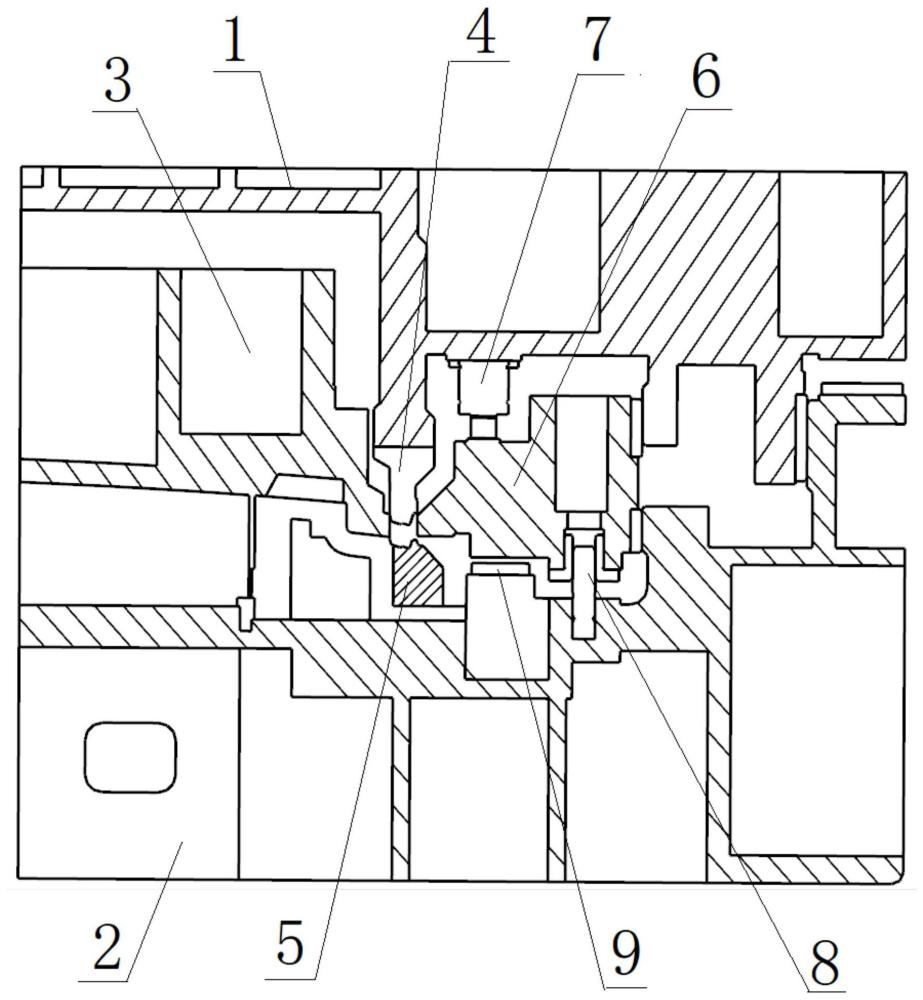
2、为实现上述目的,本发明所涉及的大整形量连修带整模具,包括上模和下模,所述上模设有压住板料的压料板,所述上模朝向所述下模的位置设有整形凸模,所述下模上设有与所述整形凸模对应的整形镶块,所述上模上还设有对板料进行修边的浮动修边机构,所述浮动修边机构在所述上模上可以上下移动,所述上模上设有抵住所述浮动修边机构的氮气缸,所述下模上设有竖向的导柱,所述浮动修边机构可套置在所述导柱上,所述下模上设有限制所述浮动修边机构向下行程的限位块。
3、优选地,所述浮动修边机构修边时,其修边力小于所述氮气缸的维持力。
4、优选地,修边完成后,所述上模继续下行,其对所述氮气缸产生的压力大于所述氮气缸自身的维持力。
5、一种大整形量连修带整模具的加工方法,包括如下步骤:
6、a)放置板料后,模具开始工作,所述上模下行,当所述压料板压住板料时,所述浮动修边机构套置在所述导柱上,沿所述导柱向下移动;
7、b)所述上模继续下行,所述浮动修边机构开始修边,此时修边力小于所述氮气缸的维持力,所述氮气缸不会被压缩;
8、c)所述上模继续下行,所述浮动修边机构完成修边,所述氮气缸不会被压缩,直至所述浮动修边机构被所述限位块限位,所述浮动修边机构不再继续下行;
9、d)所述上模继续下行,在所述整形凸模与整形镶块的作用下完成整形,在这个过程中,所述氮气缸会被压缩。
10、本发明与现有技术相比,具有以下优点:
11、1、将传统的整形修边结构中的修边结构由固定的方式改为浮动的方式进行修边行程限位,有效的满足了大行程整形量的需求,保证了模具的强度;
12、2、在大整形量下能够限制修边的行程,从而保证整形镶块的强度,实现大整形量的连修带整;
13、3、避免了因模具强度问题增加模具的工序问题,降低了模具开发成本。
技术特征:
1.一种大整形量连修带整模具,包括上模(1)和下模(2),所述上模(1)设有压住板料的压料板(3),其特征在于:所述上模(1)朝向所述下模(2)的位置设有整形凸模(4),所述下模(2)上设有与所述整形凸模(4)对应的整形镶块(5),所述上模(1)上还设有对板料进行修边的浮动修边机构(6),所述浮动修边机构(6)在所述上模(1)上可以上下移动,所述上模(1)上设有抵住所述浮动修边机构(6)的氮气缸(7),所述下模(2)上设有竖向的导柱(8),所述浮动修边机构(6)可套置在所述导柱(8)上,所述下模(2)上设有限制所述浮动修边机构(6)向下行程的限位块(9)。
2.根据权利要求1所述大整形量连修带整模具,其特征在于:所述浮动修边机构(6)修边时,其修边力小于所述氮气缸(7)的维持力。
3.根据权利要求1所述大整形量连修带整模具,其特征在于:修边完成后,所述上模继续下行,其对所述氮气缸(7)产生的压力大于所述氮气缸(7)自身的维持力。
4.一种如权利要求1所述大整形量连修带整模具的加工方法,其特征在于:包括如下步骤:
技术总结
本发明涉及模具技术领域,公开了一种大整形量连修带整模具,包括上模和下模,上模设有压住板料的压料板,上模朝向下模的位置设有整形凸模,下模上设有与整形凸模对应的整形镶块,上模上还设有对板料进行修边的浮动修边机构,浮动修边机构在上模上可以上下移动,上模上设有抵住浮动修边机构的氮气缸,下模上设有竖向的导柱,浮动修边机构可套置在导柱上,下模上设有限制浮动修边机构向下行程的限位块。本发明还公开了一种大整形量连修带整模具的加工方法。本发明用大整形量连修带整模具及其加工方法,在大整形量下能够限制修边的行程,从而保证整形镶块的强度,实现大整形量的连修带整。
技术研发人员:陶智,何健,胡海,罗京,王惠萍,张毓,陈新平,王军良
受保护的技术使用者:东风模具冲压技术有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!