一种铝合金连续挤压圆管生产自动化输送设备的制作方法
本发明涉及型材生产加工设备,具体提出了一种铝合金连续挤压圆管生产自动化输送设备。
背景技术:
1、在铝合金挤压型材生产领域,一般用于生产铝合金连续挤压圆管等铝合金型材的坯料为以铝合金为材料预先加工成的呈一定直径、长度尺寸规格的圆柱状铝棒,铝棒坯料成型后通常以多根为一批,并通过金属绑带进行束缚绑扎,然后集中堆放在坯料放置区,在进行型材加工时,一般对多根呈绑扎状态的铝棒坯料进行整体转移搬运,现有生产过程中,搬运转移的多根铝棒坯料通过相应的自动化输送设备进行自动送料,但当多根铝棒坯料转移至输送设备上后,还需要通过人工对金属绑带进行剪断,剪断通常比较费力,且影响送料的连续性,另外,金属绑带扎紧后保留有一定的弹性应力,当剪断后,金属绑带的弹性应力得到释放会迅速弹开,当工人站在相邻操作区域时势必存在一定的安全风险。
技术实现思路
1、为了解决上述问题,本发明提供了一种铝合金连续挤压圆管生产自动化输送设备,用于解决上述背景技术中提到的问题。
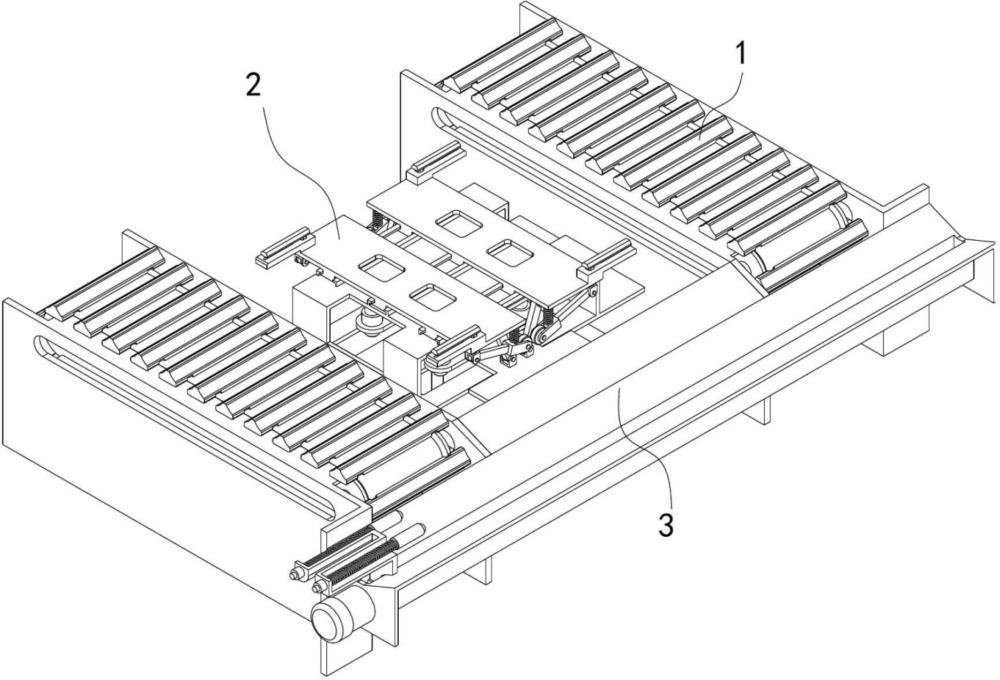
2、为了实现上述目的,本发明采用以下技术方案来实现:一种铝合金连续挤压圆管生产自动化输送设备,包括两个同向并列布置且用于共同输送铝棒坯料的水平输送机构,两个所述水平输送机构之间配合装配有用于自动剪切金属绑带的剪切机构,两个所述水平输送机构的输送末端之间装配有用于承托推送铝棒坯料的对接推送机构;当将通过金属绑带绑扎的多根铝棒坯料放置在两个水平输送机构上时,所述剪切机构位于多根铝棒坯料的下方。
3、所述水平输送机构上沿循环输送路径均匀布置有多个限位托块,且相邻的两个限位托块用于定位放置铝棒坯料;所述剪切机构包括两个沿水平输送机构输送方向相对滑动驱动设置的平移板,两个平移板上板面均沿水平输送机构输送方向分布固定有两个剪切凹模,两个平移板上的剪切凹模呈一一相对水平对称设置;所述剪切凹模上对应装配有凸模组件,所述凸模组件包括位于剪切凹模上方且相对剪切凹模下压驱动完成金属绑带剪切的剪切凸模,当每组中两个剪切凹模背向远离滑动时,金属绑带伸向剪切凸模与剪切凹模之间。
4、所述对接推送机构包括固定在两个水平输送机构的输送机架输送末端位置之间且用于定位承托放置铝棒坯料的承托架,所述承托架上装配有推送铝棒坯料沿轴向移动的推送组件。
5、优选的,所述限位托块在其运动方向两侧对称设置有与铝棒坯料承托贴合的圆弧托槽,当铝棒坯料放置在两个水平输送机构之间时,铝棒坯料位于两个相邻的限位托块的圆弧托槽中。
6、优选的,所述剪切机构还包括水平固定在两个输送机架之间的横档底板,所述横档底板上端固定有匚形架,两个平移板滑动配合安装在匚形架的顶端;所述凸模组件还包括固定在剪切凸模底端的方形导柱,所述方形导柱从匚形架顶端竖直贯穿且滑动配合安装在剪切凹模上,所述方形导柱的底端水平转动铰接有压杆,所述压杆与匚形架的顶部下端面之间固定连接有复位弹簧;所述横档底板上装配有驱动组件,所述驱动组件包括竖直移动驱动设置的升降板,所述升降板位于横档底板与匚形架围成的空间内,所述升降板与两个平移板之间均铰接有至少一个驱动连杆;所述压杆远离铰接装配的一端水平转动安装有与升降过程中的升降板上板面形成接触的接触辊。
7、优选的,所述平移板上固定的两个剪切凹模的分布间距是限位托块分布间距的整数倍;当水平输送机构呈暂停输送时,两个所述剪切凹模位于两个限位托块的正对位置。
8、优选的,所述承托架中设置有两个呈v字结构布置的承托板,靠近水平输送机构输送机架输送末端位置的承托板上还相对内侧板面平齐固定连接有对接导板。
9、优选的,所述承托架上位于两个承托板之间开设有沿长度方向延伸的滑槽;所述推送组件包括沿滑槽滑动驱动设置的推送部件,所述推送部件包括与滑槽滑动配合的滑动底座以及固定在滑动底座上端的推送板。
10、优选的,所述推送板的顶端固定有两个平行设置且在背向推送端面一侧水平延伸的导杆槽,两个所述导杆槽中均配合安装有夹辊组件,所述夹辊组件包括限位夹辊,所述限位夹辊位于偏向推送板推送端面的一侧,所述限位夹辊的中心轴与滑动底座滑动方向平行设置,所述限位夹辊一端同轴固定有导杆,且导杆水平滑动安装在导杆槽中,所述导杆上套设有压簧,所述压簧两端分别固定在限位夹辊端部以及导杆槽内端面上。
11、优选的,所述输送机架上水平固定有辅助托板,所述限位托块底端设置有在水平移动时与辅助托板上端面移动接触的接触端块。
12、上述技术方案具有如下优点或者有益效果:本发明提供了一种铝合金连续挤压圆管生产自动化输送设备,针对铝合金挤压型材生产过程中对铝棒坯料的自动化输送,设置有两个水平输送机构可用于水平承托放置多根铝棒坯料,并可进行间歇逐料输送,位于两个水平输送机构之间配合装配有剪切机构,通过剪切机构可代替人工对多根铝棒坯料上的金属绑带进行自动切断,解决了人工剪切的麻烦,提高了自动化输送的流畅性和连续性,避免了人工切断金属绑带时可能存在的危险,另外,与水平输送机构配合设置有对接推送机构,可对水平输送的铝棒坯料进行自动推送,便于完成自动化送料。
技术特征:
1.一种铝合金连续挤压圆管生产自动化输送设备,其特征在于:包括两个同向并列布置且用于共同输送铝棒坯料(4)的水平输送机构(1),两个所述水平输送机构(1)之间配合装配有用于自动剪切金属绑带(41)的剪切机构(2),两个所述水平输送机构(1)的输送末端之间装配有用于承托推送铝棒坯料(4)的对接推送机构(3);当将通过金属绑带(41)绑扎的多根铝棒坯料(4)放置在两个水平输送机构(1)上时,所述剪切机构(2)位于多根铝棒坯料(4)的下方;其中:
2.根据权利要求1所述的一种铝合金连续挤压圆管生产自动化输送设备,其特征在于:所述剪切机构(2)还包括水平固定在两个输送机架(11)之间的横档底板(21),所述横档底板(21)上端固定有匚形架(22),两个平移板(23)滑动配合安装在匚形架(22)的顶端;所述凸模组件(25)还包括固定在剪切凸模(251)底端的方形导柱(252),所述方形导柱(252)从匚形架(22)顶端竖直贯穿且滑动配合安装在剪切凹模(24)上,所述方形导柱(252)的底端水平转动铰接有压杆(253),所述压杆(253)与匚形架(22)的顶部下端面之间固定连接有复位弹簧(254);所述横档底板(21)上装配有驱动组件(26),所述驱动组件(26)包括竖直移动驱动设置的升降板(263),所述升降板(263)位于横档底板(21)与匚形架(22)围成的空间内,所述升降板(263)与两个平移板(23)之间均铰接有至少一个驱动连杆(264);所述压杆(253)远离铰接装配的一端水平转动安装有与升降过程中的升降板(263)上板面形成接触的接触辊(2531)。
3.根据权利要求1所述的一种铝合金连续挤压圆管生产自动化输送设备,其特征在于:所述限位托块(13)在其运动方向两侧对称设置有与铝棒坯料(4)承托贴合的圆弧托槽(131),当铝棒坯料(4)放置在两个水平输送机构(1)之间时,铝棒坯料(4)位于两个相邻的限位托块(13)的圆弧托槽(131)中。
4.根据权利要求1-3中任一项所述的一种铝合金连续挤压圆管生产自动化输送设备,其特征在于:所述平移板(23)上固定的两个剪切凹模(24)的分布间距是限位托块(13)分布间距的整数倍;当水平输送机构(1)呈暂停输送时,两个所述剪切凹模(24)位于两个限位托块(13)的正对位置。
5.根据权利要求1所述的一种铝合金连续挤压圆管生产自动化输送设备,其特征在于:所述承托架(31)中设置有两个呈v字结构布置的承托板(311),靠近水平输送机构(1)输送机架(11)输送末端位置的承托板(311)上还相对内侧板面平齐固定连接有对接导板(312)。
6.根据权利要求5所述的一种铝合金连续挤压圆管生产自动化输送设备,其特征在于:所述承托架(31)上位于两个承托板(311)之间开设有沿长度方向延伸的滑槽(313);所述推送组件(32)包括沿滑槽(313)滑动驱动设置的推送部件(323),所述推送部件(323)包括与滑槽(313)滑动配合的滑动底座(3231)以及固定在滑动底座(3231)上端的推送板(3232)。
7.根据权利要求6所述的一种铝合金连续挤压圆管生产自动化输送设备,其特征在于:所述推送板(3232)的顶端固定有两个平行设置且在背向推送端面一侧水平延伸的导杆槽(3233),两个所述导杆槽(3233)中均配合安装有夹辊组件(324),所述夹辊组件(324)包括限位夹辊(3241),所述限位夹辊(3241)位于偏向推送板(3232)推送端面的一侧,所述限位夹辊(3241)的中心轴与滑动底座(3231)滑动方向平行设置,所述限位夹辊(3241)一端同轴固定有导杆(3242),且导杆(3242)水平滑动安装在导杆槽(3233)中,所述导杆(3242)上套设有压簧(3243),所述压簧(3243)两端分别固定在限位夹辊(3241)端部以及导杆槽(3233)内端面上。
8.根据权利要求1所述的一种铝合金连续挤压圆管生产自动化输送设备,其特征在于:所述输送机架(11)上水平固定有辅助托板(111),所述限位托块(13)底端设置有在水平移动时与辅助托板(111)上端面移动接触的接触端块(132)。
技术总结
本发明涉及型材生产加工设备技术领域,具体提出了一种铝合金连续挤压圆管生产自动化输送设备;包括两个同向并列布置且用于共同输送铝棒坯料的水平输送机构,两个水平输送机构之间配合装配有用于自动剪切金属绑带的剪切机构,两个水平输送机构的输送末端之间装配有用于承托推送铝棒坯料的对接推送机构;针对铝合金挤压型材生产过程中对铝棒坯料的自动化输送,设置有两个水平输送机构可进行间歇逐料输送,配合装配有剪切机构可代替人工对金属绑带进行自动切断,解决了人工剪切的麻烦,提高了自动化输送的流畅性和连续性,避免了人工切断金属绑带时可能存在的危险,另外,配合设置有对接推送机构,可进行自动推送,便于完成自动化送料。
技术研发人员:粟尤利
受保护的技术使用者:长沙恒佳铝业有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!