一种喷涂有防锈漆的风力插销式锁紧螺母及加工方法与流程
本申请涉及风力发电机连接,尤其是涉及一种喷涂有防锈漆的风力插销式锁紧螺母及加工方法。
背景技术:
1、风力发电机是利用风能转换为电能的装置。它通常包括风轮、转子、发电机和控制系统等部件。当风轮受到风的推动旋转时,转子带动发电机产生电能。风力发电机可以安装在陆地上或海上的风电场中,利用自然的风能进行发电。风力发电机作为一种清洁能源装置,具有可再生、环保的特点,受到越来越多国家和地区的重视和应用。
2、风力发电机的安装通常需要考虑以下几个步骤:确定安装地点:选择适合风力发电机的地点,通常是在较为开阔、风能丰富的地区,如高地或海岸线附近。基础建设:风力发电机需要坚固的基础来支撑其重量和抵抗风力的影响。安装风力发电机塔架:将风力发电机的塔架立在基础上,并进行固定。安装风力发电机叶片和机舱:将风力发电机的叶片和机舱安装到塔架上。风力发电机相关部件的连接通常使用螺栓和螺母的配合,将部件连接为整体。
3、然而,螺母处于环境中后,易与空气产生化学反应导致螺母锈蚀,因此,螺母加工完成后、需要螺母表面处理,如镀锌或者喷涂油漆,但是螺母表面处理后,在安装过程中,安装工具拧动螺母时,会破坏螺母防锈表面,导致螺母锈蚀而影响螺母强度。
技术实现思路
1、为降低螺母锈蚀的可能性,本申请提供一种喷涂有防锈漆的风力插销式锁紧螺母及加工方法。
2、第一方面,本申请提供的一种喷涂有防锈漆的风力插销式锁紧螺母及加工方法,采用如下的技术方案:
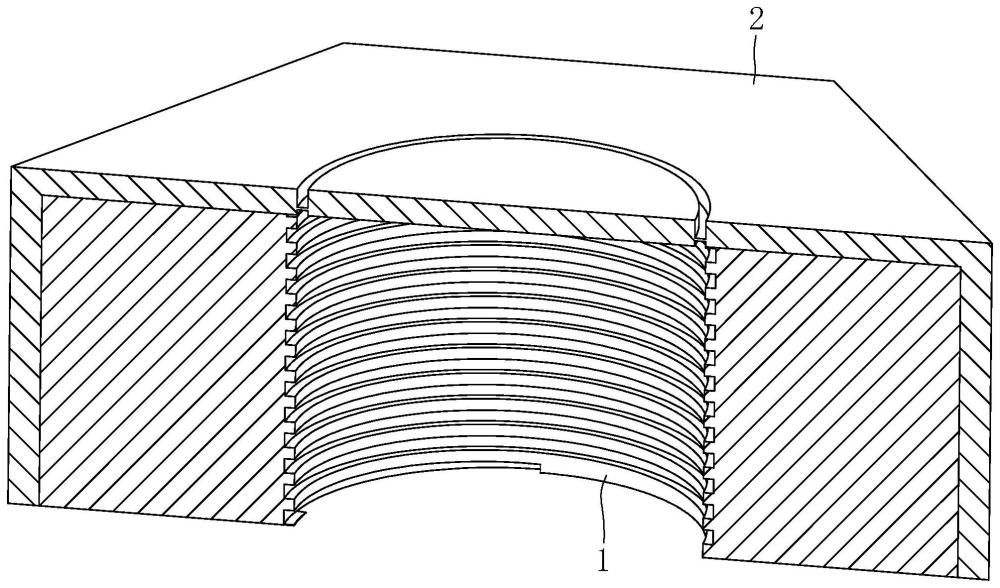
3、一种喷涂有防锈漆的风力插销式锁紧螺母及加工方法,包括经表面处理后的螺母和套设在螺母外侧的保护罩,所述保护罩的一端开设有供螺母进入的开口,所述保护罩的背离开口的一端压设有压痕,所述压痕用于螺栓端部抵接掉落形成供螺栓通过的通孔。
4、第二方面,本申请提供一种喷涂有防锈漆的风力插销式锁紧螺母及加工方法,采取如下技术方案:
5、一种喷涂有防锈漆的风力插销式锁紧螺母的加工方法,用于成型喷涂有防锈漆的风力插销式锁紧螺母,使用加工装置,所述加工装置包括工作台,所述工作台上设置有第一振动盘和第一输送轨道,经表面处理后的所述螺母放置在第一振动盘内,所述第一输送轨道与第一振动盘的出料端连接;所述工作台上设置有第二振动盘和第二输送轨道,所述第二输送轨道位于第一输送轨道的正上方,所述保护罩放置在第二振动盘内,所述第二输送轨道与第二振动盘的处理端衔接,所述工作台上设置有装配装置,所述装配装置用于拿取第二输送轨道的上的保护罩并按压在螺母上,所述工作台上还设置有压痕装置,所述压痕装置位于装配装置背离第一输送轨道的一侧,所述压痕装置用于在保护罩上压痕。
6、可选的,所述第二输送轨道的底部开设有第一通孔,所述第一通孔供保护罩经第二输送轨道至第一输送轨道的上方,所述装配装置包括设置在工作台上的第一电动推杆和设置在第一电动推杆输送轴端部的吸盘,所述第一电动推杆输送轴的长度方向垂直于工作台台面并朝向工作台台面,所述第一电动推杆输出轴与第一通孔同轴,所述吸盘用于固定保护罩并经第一电动推杆压接在螺母上。
7、可选的,所述第二输送轨道的底面滑动设置有滑板,所述滑板沿平行于第二输送轨道的长度方向滑移,所述第二输送轨道的底面设置有用于驱使滑板滑移、启闭第一通孔的第一驱动件,所述滑板对第一通孔闭合后、第一通孔和滑板之间形成暂存保护罩的容纳槽并阻挡相邻保护罩的移动。
8、可选的,所述第一通孔的截面与螺母的截面适配。
9、可选的,所述第一输送轨道呈槽状,所述第一输送轨道上设置有连接管,所述连接管位于第一通孔的正下方,所述保护罩经第一通孔、连接管至螺母上,环绕所述连接管设置有电加热丝,所述电加热丝与市电电连接。
10、可选的,所述第一输送轨道的底部滑动设置有分料杆,所述分料杆的滑动方向平行于螺母的轴线方向,所述分料杆用于滑动插入待加工螺母后方的螺母内、并预留超过保护罩厚度的身位,所述工作台上设置有用于驱动分料杆滑动的第二驱动件。
11、可选的,所述压痕装置包括位于工作台上的第一压杆和第二压杆,所述第一压杆和第二压杆同轴且垂直于工作台台面,套设有所述保护罩的螺母位于第一压杆和第二压杆之间,所述第一压杆和第二压杆均滑动设置在工作台上,所述工作台上设置有用于第一压杆和第二压杆相互靠近对保护罩压痕的第三驱动件。
12、可选的,所述第一压杆和第二压杆相互正对的面均开设有凹槽,所述凹槽呈球形,所述凹槽最大直径等于第一压杆和第二压杆直径。
13、可选的,所述压痕装置位于第一输送轨道末端的一侧且位于第一输送轨道延伸线上,所述第一输送轨道和压痕装置之间设置有第三输送轨道,所述第三输送轨道用于输送套设有保护罩的螺母至压痕装置。
14、综上所述,本申请包括以下至少一种有益技术效果:
15、1.螺母主体加工完毕后,将保护罩套设在螺母上,完成螺母的加工,螺母与螺栓连接时,将螺母拧在螺栓上,随后借助工具转动螺母,螺母在螺栓上移动,当螺栓抵接保护罩的压痕处后,压痕范围内的材料与保护罩分离而形成通孔,供螺栓通过,在上述过程中,工具直接作用于保护罩上,避免了工具与螺母直接接触,从而降低了螺母拧动过程中、表面保护层损坏的可能性,降低了螺母锈蚀的可能性,进而延长了螺母的使用寿命;同时,在保护罩的作用下,将空气与螺母相对分隔开,进一步降低了螺母锈蚀的可能性。
技术特征:
1.一种喷涂有防锈漆的风力插销式锁紧螺母,其特征在于:包括经表面处理后的螺母(1)和套设在螺母(1)外侧的保护罩(2),所述保护罩(2)的一端开设有供螺母(1)进入的开口,所述保护罩(2)的背离开口的一端压设有压痕,所述压痕用于螺栓端部抵接掉落形成供螺栓通过的通孔。
2.一种喷涂有防锈漆的风力插销式锁紧螺母的加工方法,用于成型如权利要求1所述的喷涂有防锈漆的风力插销式锁紧螺母,其特征在于:使用加工装置,所述加工装置包括工作台(3),所述工作台(3)上设置有第一振动盘(4)和第一输送轨道(5),经表面处理后的所述螺母(1)放置在第一振动盘(4)内,所述第一输送轨道(5)与第一振动盘(4)的出料端连接;所述工作台(3)上设置有第二振动盘(6)和第二输送轨道(7),所述第二输送轨道(7)位于第一输送轨道(5)的正上方,所述保护罩(2)放置在第二振动盘(6)内,所述第二输送轨道(7)与第二振动盘(6)的处理端衔接,所述工作台(3)上设置有装配装置(8),所述装配装置(8)用于拿取第二输送轨道(7)的上的保护罩(2)并按压在螺母(1)上,所述工作台(3)上还设置有压痕装置(9),所述压痕装置(9)位于装配装置(8)背离第一输送轨道(5)的一侧,所述压痕装置(9)用于在保护罩(2)上压痕。
3.根据权利要求2所述的一种喷涂有防锈漆的风力插销式锁紧螺母的加工方法,其特征在于:所述第二输送轨道(7)的底部开设有第一通孔(10),所述第一通孔(10)供保护罩(2)经第二输送轨道(7)至第一输送轨道(5)的上方,所述装配装置(8)包括设置在工作台(3)上的第一电动推杆(81)和设置在第一电动推杆(81)输送轴端部的吸盘(82),所述第一电动推杆(81)输送轴的长度方向垂直于工作台(3)台面并朝向工作台(3)台面,所述第一电动推杆(81)输出轴与第一通孔(10)同轴,所述吸盘(82)用于固定保护罩(2)并经第一电动推杆(81)压接在螺母(1)上。
4.根据权利要求3所述的一种喷涂有防锈漆的风力插销式锁紧螺母的加工方法,其特征在于:所述第二输送轨道(7)的底面滑动设置有滑板(14),所述滑板(14)沿平行于第二输送轨道(7)的长度方向滑移,所述第二输送轨道(7)的底面设置有用于驱使滑板(14)滑移、启闭第一通孔(10)的第一驱动件,所述滑板(14)对第一通孔(10)闭合后、第一通孔(10)和滑板(14)之间形成暂存保护罩(2)的容纳槽并阻挡相邻保护罩(2)的移动。
5.根据权利要求3所述的一种喷涂有防锈漆的风力插销式锁紧螺母的加工方法,其特征在于:所述第一通孔(10)的截面与螺母(1)的截面适配。
6.根据权利要求3所述的一种喷涂有防锈漆的风力插销式锁紧螺母的加工方法,其特征在于:所述第一输送轨道(5)呈槽状,所述第一输送轨道(5)上设置有连接管(16),所述连接管(16)位于第一通孔(10)的正下方,所述保护罩(2)经第一通孔(10)、连接管(16)至螺母(1)上,环绕所述连接管(16)设置有电加热丝(17),所述电加热丝(17)与市电电连接。
7.根据权利要求6所述的一种喷涂有防锈漆的风力插销式锁紧螺母的加工方法,其特征在于:所述第一输送轨道(5)的底部滑动设置有分料杆(18),所述分料杆(18)的滑动方向平行于螺母(1)的轴线方向,所述分料杆(18)用于滑动插入待加工螺母(1)后方的螺母(1)内、并预留超过保护罩(2)厚度的身位,所述工作台(3)上设置有用于驱动分料杆(18)滑动的第二驱动件。
8.根据权利要求2所述的一种喷涂有防锈漆的风力插销式锁紧螺母的加工方法,其特征在于:所述压痕装置(9)包括位于工作台(3)上的第一压杆(91)和第二压杆(92),所述第一压杆(91)和第二压杆(92)同轴且垂直于工作台(3)台面,套设有所述保护罩(2)的螺母(1)位于第一压杆(91)和第二压杆(92)之间,所述第一压杆(91)和第二压杆(92)均滑动设置在工作台(3)上,所述工作台(3)上设置有用于第一压杆(91)和第二压杆(92)相互靠近对保护罩(2)压痕的第三驱动件。
9.根据权利要求8所述的一种喷涂有防锈漆的风力插销式锁紧螺母的加工方法,其特征在于:所述第一压杆(91)和第二压杆(92)相互正对的面均开设有凹槽(25),所述凹槽(25)呈球形,所述凹槽(25)最大直径等于第一压杆(91)和第二压杆(92)直径。
10.根据权利要求2所述的一种喷涂有防锈漆的风力插销式锁紧螺母的加工方法,其特征在于:所述压痕装置(9)位于第一输送轨道(5)末端的一侧且位于第一输送轨道(5)延伸线上,所述第一输送轨道(5)和压痕装置(9)之间设置有第三输送轨道(20),所述第三输送轨道(20)用于输送套设有保护罩(2)的螺母(1)至压痕装置(9)。
技术总结
本申请涉及一种喷涂有防锈漆的风力插销式锁紧螺母及加工方法,属于风力发电机连接技术领域,包括经表面处理后的螺母和套设在螺母外侧的保护罩,所述保护罩的一端开设有供螺母进入的开口,所述保护罩的背离开口的一端压设有压痕,所述压痕用于螺栓端部抵接掉落形成供螺栓通过的通孔。本申请具有降低螺母锈蚀的可能性的效果。
技术研发人员:陆嘉忆,贺卓行
受保护的技术使用者:宁波海信紧固件有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!