感应磁环组装机的制作方法
本技术涉及电机装配设备领域技术,尤其是指一种感应磁环组装机。
背景技术:
1、马达又称电机,广泛安装于设备、产品中使用,随着科学技术的不断进步,马达越来越多地运用到各种各样不同的领域,马达的制造要求也相应的越来越高,以对应各行各业不断提出的各种更高要求。在组装马达的过程中,马达内部需要安装磁环,现有磁环组装设备组装磁环时仅采用过盈配合安装,容易出现松脱的现象,导致马达运转出现故障;并且其压装机构采用多个压装组件配合,整体结构复杂。因此,应对现有的磁环组装设备进行改进,以解决上述问题。
技术实现思路
1、有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种感应磁环组装机,其通过将输送机构、点胶机构、ccd拍照检测装置和压装机构集成于机架上形成磁杯组装机,该组装机实现了物料的自动输送、磁杯点胶、电机点胶、点胶检测、磁环压入磁杯和磁杯压入电机的自动化顺序操作;有效提高了磁环的组装效率,减少了大量的人工劳动,降低了生产成本。
2、为实现上述目的,本实用新型采用如下之技术方案:
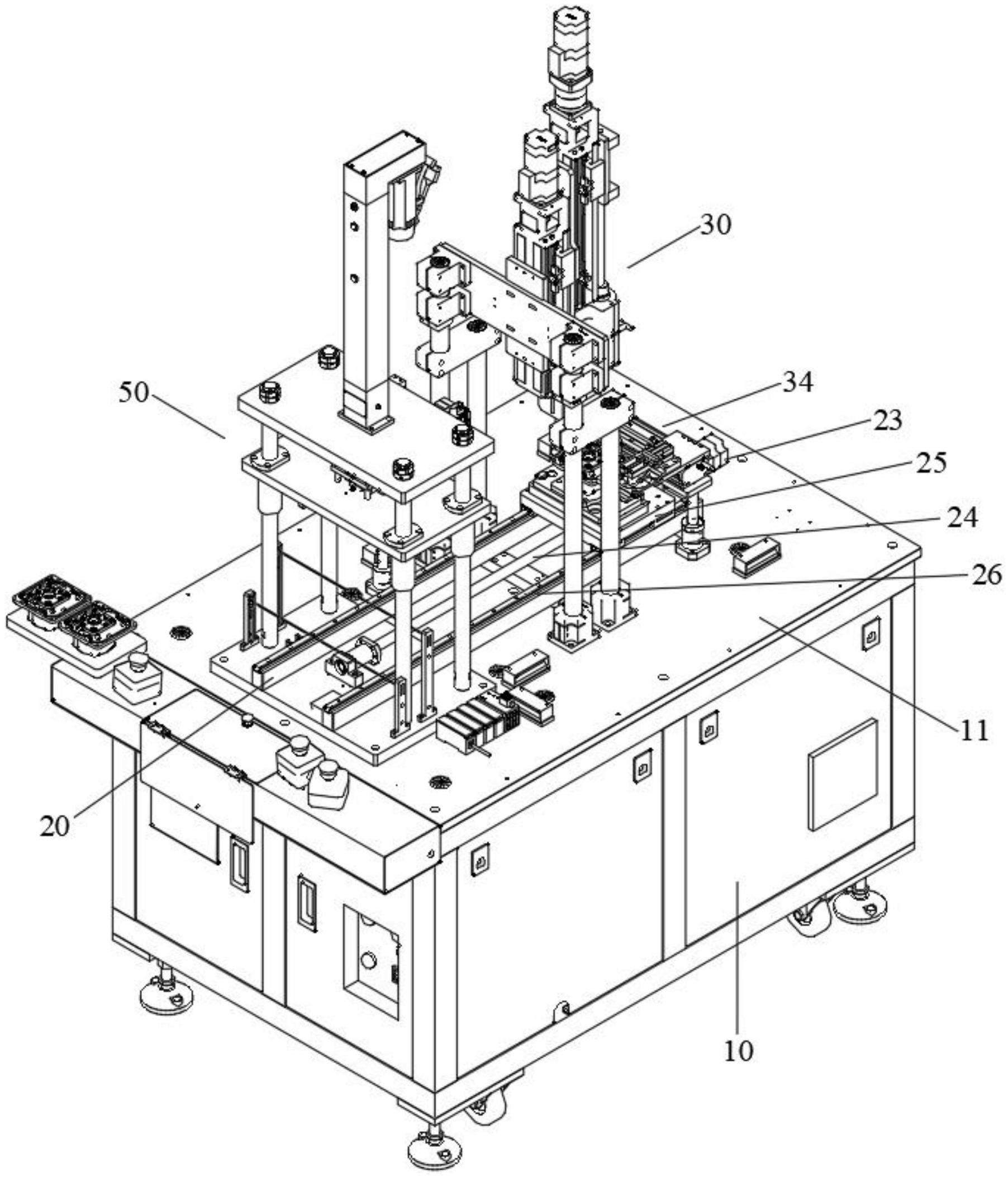
3、一种感应磁环组装机,其包括有机架、安装于机架上用于输送磁杯和电机的输送机构、用于对磁环和电机进行点胶操作的点胶机构以及用于将磁环压装入磁杯内,并将磁杯连同磁环一起压装入电机中的压装机构,所述机架上设置有工作台,所述输送机构横向设置于工作台上,所述点胶机构和所述压装机构沿输送机构依次设置,并位于输送机构上方;所述输送机构具有用于盛放所述磁杯和电机的船板,所述船板于点胶机构和压装机构之间往复移动;所述点胶机构包括有点胶头和驱动点胶头升降的点胶驱动装置,所述点胶头安装于点胶驱动装置之输出端上;所述压装机构包括有带磁吸功能以用于将磁环压装入磁杯中的第一弹性压装头和用于将压装了磁环的磁杯压装入电机内的第二弹性压装头,所述第一弹性压装头位于第二弹性压装头侧旁。
4、作为一种优选方案:所述点胶机构还包括有点胶支架和夹料装置,所述点胶支架跨设于输送机构上方,所述点胶驱动装置安装于点胶支架上,其包括有第一升降驱动组件和安装于第一升降驱动组件之输出端上的第二升降驱动组件,所述点胶头安装于第二升降驱动组件之输出端上;所述夹料装置包括有夹料气缸和驱动夹料气缸于船板和点胶头之间的纵向驱动气缸,所述夹料气缸安装于纵向驱动气缸之输出端上。
5、作为一种优选方案:所述纵向驱动气缸之输出端上安装有一支撑板,所述夹料气缸安装于支撑板上,并于支撑板前端对应夹料气缸之夹爪部位设置有一漏胶孔,于支撑板下方对应漏胶孔位置具有一用于放置接胶桶的放置区。
6、作为一种优选方案:所述压装机构还包括有压装支架、压装电缸和压模,所述压装电缸竖向安装于压装支架顶部,所述压模可升降式安装于压装支架上,所述压装电缸轴端与压模相连,所述第一弹性压装头和第二弹性压装头安装于压模下表面上。
7、作为一种优选方案:所述压装支架上设置有用于检测第一弹性压装头上是否磁吸有物料的第一传感器以及用于检测第二弹性压装头上是否磁吸有物料的第二传感器,所述第一传感器位于第一弹性压装头侧旁,第二传感器位于第二弹性压装头侧旁。
8、作为一种优选方案:所述压模下表面上设置有多个用于检测磁环压入电机深度的位移传感器。
9、作为一种优选方案:所述输送机构还包括有基座、电机、丝杆和滑动座,所述基座横向设置于工作台上,于基座上横向设置有导轨,所述电机安装于基座端部,所述丝杆连接于电机轴端,所述滑动座可滑动式安装于基座之导轨上,并与丝杆转动式配合;所述船板安装于滑动座上。
10、作为一种优选方案:还包括有用于检测磁杯点胶和电机点胶状况的ccd拍照检测装置,所述ccd拍照检测装置位于所述点胶机构和压装机构之间。
11、作为一种优选方案:所述ccd拍照检测装置包括有检测支架、安装于检测支架上部的ccd相机以及安装于检测支架下部的照明灯,所述照明灯之灯头朝下设置,并于灯头上对应ccd相机设置有供ccd相机拍照的通孔。
12、作为一种优选方案:所述压装支架侧旁设置有用于检测船板是否到达压装工位的位置传感器。
13、本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过将输送机构、点胶机构、ccd拍照检测装置和压装机构集成于机架上形成用于组装磁环、磁杯的组装机,该组装机实现了物料的自动输送、磁杯点胶、电机点胶、点胶检测、磁环压入磁杯和磁杯压入电机的自动化顺序操作;有效提高了磁环的组装效率,减少了大量的人工劳动,降低了生产成本。
14、并且,点胶机构采用两个升降组件配合调整点胶头的高度,且采用夹料装置进行辅助点胶,相当于点胶头能够纵向移动及升降操作,相对于传统点胶机构,整体结构更加简单,实用。
15、另外,磁环压入磁杯和磁杯压入电机共用压装电缸作为驱动源,配合输送机构移动物料实现有序压装,相对于传统压装机构,整体结构也更加简单。
16、为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
技术特征:
1.一种感应磁环组装机,其特征在于:包括有机架、安装于机架上用于输送磁杯和电机的输送机构、用于对磁环和电机进行点胶操作的点胶机构以及用于将磁环压装入磁杯内,并将磁杯连同磁环一起压装入电机中的压装机构,所述机架上设置有工作台,所述输送机构横向设置于工作台上,所述点胶机构和所述压装机构沿输送机构依次设置,并位于输送机构上方;所述输送机构具有用于盛放所述磁杯和电机的船板,所述船板于点胶机构和压装机构之间往复移动;所述点胶机构包括有点胶头和驱动点胶头升降的点胶驱动装置,所述点胶头安装于点胶驱动装置之输出端上;所述压装机构包括有带磁吸功能以用于将磁环压装入磁杯中的第一弹性压装头和用于将压装了磁环的磁杯压装入电机内的第二弹性压装头,所述第一弹性压装头位于第二弹性压装头侧旁。
2.根据权利要求1所述的感应磁环组装机,其特征在于:所述点胶机构还包括有点胶支架和夹料装置,所述点胶支架跨设于输送机构上方,所述点胶驱动装置安装于点胶支架上,其包括有第一升降驱动组件和安装于第一升降驱动组件之输出端上的第二升降驱动组件,所述点胶头安装于第二升降驱动组件之输出端上;所述夹料装置包括有夹料气缸和驱动夹料气缸于船板和点胶头之间的纵向驱动气缸,所述夹料气缸安装于纵向驱动气缸之输出端上。
3.根据权利要求2所述的感应磁环组装机,其特征在于:所述纵向驱动气缸之输出端上安装有一支撑板,所述夹料气缸安装于支撑板上,并于支撑板前端对应夹料气缸之夹爪部位设置有一漏胶孔,于支撑板下方对应漏胶孔位置具有一用于放置接胶桶的放置区。
4.根据权利要求1所述的感应磁环组装机,其特征在于:所述压装机构还包括有压装支架、压装电缸和压模,所述压装电缸竖向安装于压装支架顶部,所述压模可升降式安装于压装支架上,所述压装电缸轴端与压模相连,所述第一弹性压装头和第二弹性压装头安装于压模下表面上。
5.根据权利要求4所述的感应磁环组装机,其特征在于:所述压装支架上设置有用于检测第一弹性压装头上是否磁吸有物料的第一传感器以及用于检测第二弹性压装头上是否磁吸有物料的第二传感器,所述第一传感器位于第一弹性压装头侧旁,第二传感器位于第二弹性压装头侧旁。
6.根据权利要求4所述的感应磁环组装机,其特征在于:所述压模下表面上设置有多个用于检测磁环压入电机深度的位移传感器。
7.根据权利要求1所述的感应磁环组装机,其特征在于:所述输送机构还包括有基座、电机、丝杆和滑动座,所述基座横向设置于工作台上,于基座上横向设置有导轨,所述电机安装于基座端部,所述丝杆连接于电机轴端,所述滑动座可滑动式安装于基座之导轨上,并与丝杆转动式配合;所述船板安装于滑动座上。
8.根据权利要求1所述的感应磁环组装机,其特征在于:还包括有用于检测磁杯点胶和电机点胶状况的ccd拍照检测装置,所述ccd拍照检测装置位于所述点胶机构和压装机构之间。
9.根据权利要求8所述的感应磁环组装机,其特征在于:所述ccd拍照检测装置包括有检测支架、安装于检测支架上部的ccd相机以及安装于检测支架下部的照明灯,所述照明灯之灯头朝下设置,并于灯头上对应ccd相机设置有供ccd相机拍照的通孔。
10.根据权利要求4所述的感应磁环组装机,其特征在于:所述压装支架侧旁设置有用于检测船板是否到达压装工位的位置传感器。
技术总结
本技术公开一种感应磁环组装机,包括机架、输送机构、点胶机构及压装机构,所述点胶机构和所述压装机构沿输送机构依次设置,并位于输送机构上方;所述输送机构具有载料船板;所述点胶机构包括点胶头和点胶驱动装置;所述压装机构包括有带磁吸功能以用于将磁环压装入磁杯中的第一弹性压装头和用于将压装了磁环的磁杯压装入电机内的第二弹性压装头,所述第一弹性压装头位于第二弹性压装头侧旁。因此,通过将上述各机构集成于机架上形成磁杯组装机,该组装机实现了物料的自动输送、磁杯点胶、电机点胶、点胶检测、磁环压入磁杯和磁杯压入电机的自动化顺序操作;有效提高了磁环的组装效率,减少了大量的人工劳动,降低了生产成本。
技术研发人员:程烘,周华国,廖建勇
受保护的技术使用者:深圳市合利士智能装备有限公司
技术研发日:20230103
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!