一种钢筋笼主筋的集成加工生产线的制作方法
本技术涉及钢筋笼自动加工,尤其涉及一种钢筋笼主筋的集成加工生产线。
背景技术:
1、在桩基施工项目中,为了增强桩基的结构强度,需要在桩基内设置钢筋笼。钢筋笼通常是由多节短钢筋笼,通过将钢筋笼主筋以机械连接头对接的方式连接,逐渐拼接为一根较长的钢筋笼。为了使钢筋笼主筋能顺利连接在一起,需要在钢筋笼主筋的端部加工上螺纹丝口,再对丝口的尺寸进行检测,以确保连接稳定性。
2、目前在生产钢筋笼工艺中,通常是线下对钢筋笼的主筋进行定尺裁切下料,再对钢筋的端部加工出丝头,在加工出丝头后,还需要对丝扣进行检测,以确保钢筋能与套丝接头牢固稳定接合。在确保主筋加工精度后,才能将合格的主筋打包放入钢筋笼焊接机中进行自动焊接工作。
3、人工加工和检测钢筋丝头需要花费大量的人力及时间,会极大影响钢筋笼的生产加工效率,不满足日益壮大的生产建设需求。
技术实现思路
1、针对现有技术中的上述问题,本实用新型提供了一种钢筋笼主筋的集成加工生产线。
2、为了达到上述实用新型目的,本实用新型采用的技术方案如下:
3、提供一种钢筋笼主筋的集成加工生产线,包括钢筋储架、钢筋打散搓料机、第一钢筋移送架、钢筋定尺锯切工位、第二钢筋移送架、钢筋套丝工位、第三钢筋移送架、钢筋丝口检测工位、第四钢筋移送架、成品钢筋收集架和次品钢筋收集架;
4、其中,所述钢筋打散搓料机用于将钢筋储架中的钢筋打散并逐根送料至第一钢筋移送架,钢筋定尺锯切工位设置在将钢筋沿轴向输送的第一钢筋移送架的中部,所述钢筋定尺锯切工位包括光电测距仪和钢筋切割机;
5、所述钢筋套丝工位包括套丝机和砂光机,所述套丝机和砂光机依次设置在第二钢筋移送架沿钢筋轴向的一侧端部,所述套丝机用于在钢筋端头加工出丝口,所述砂光机用于打磨钢筋端头;
6、所述钢筋丝口检测工位包括投影影像测量仪,所述投影影像测量仪依次设置在第三钢筋移送架沿钢筋轴向的一侧端部,通过所述投影影像测量仪以检测钢筋端头的丝口尺寸;
7、所述第四钢筋移送架用于根据钢筋检测工位检测结果将钢筋移送至成品钢筋收集架或次品钢筋收集架中。
8、进一步的,所述钢筋套丝工位和钢筋丝口检测工位上均设置有钢筋轴向移送架,所述钢筋轴向移送架上沿钢筋轴向间隔转动设置有多个滚轮,所述多个滚轮通过链条组件同步驱动转动。
9、进一步的,所述套丝机和砂光机的前方均设置有钢筋夹持组件,所述钢筋夹持组件包括相对设置的夹持块,以及用于驱使两个夹持块同步相向运动的双向丝杆组件。
10、进一步的,所述第二钢筋移送架的两侧以及第三钢筋移送架的两侧均设置有钢筋套丝工位和钢筋丝口检测工位。
11、进一步的,至少一侧所述钢筋丝口检测工位上设置有钢筋对位组件,所述钢筋对位组件包括水平滑动安装的对位板,以及用于驱使对位板运动的第一活塞杆。
12、进一步的,所述第四钢筋移送架包括引导架、输送架和提升架,所述引导架设置在输送架与钢筋丝口检测工位之间,所述引导架靠近钢筋丝口检测工位的一侧高于引导架靠近输送架的一侧,所述输送架用于沿主筋轴向输送主筋,所述提升架位于输送架末端的一侧,所述成品钢筋收集架设置在提升架末端,所述次品钢筋收集架设置在引导架的下方,所述引导架上设置有用于筛选钢筋落入次品钢筋收集架或送入输送架的筛选组件。
13、进一步的,所述筛选组件包括引导杆和第二活塞杆,所述引导杆转动连接在引导架上靠近输送架的一侧并位于次品钢筋收集架的开口上方,所述第二活塞杆转动连接在引导架上,所述第二活塞杆的伸缩端与引导杆的中部铰接。
14、进一步的,所述输送架上间隔设置有多块挡板,所述挡板升降设置在输送架上,所述输送架上竖直设置有第三活塞杆,所述第三活塞杆的伸缩端与挡板固定连接。
15、本实用新型的有益效果为:通过将整捆钢筋打散后,逐根搓料提升至第一钢筋移送架,再由钢筋定尺锯切工位上的光电测距仪测量对钢筋确定长度后,将钢筋裁断,再对钢筋的端部进行套丝和端部打磨,并由钢筋丝口检测工位上的投影影像测量仪对钢筋端头丝口检测,在确定钢筋端头套丝的长度和直径都在预设的正常阈值内时,将钢筋送入成品钢筋收集架中,在确定钢筋端头套丝的长度和直径中任一数值不在预设的正常阈值内时,将钢筋送入次品钢筋收集架中,能自动完成套丝、丝口尺寸检测以及根据检测结果分类成品钢筋和次品钢筋,极大提高了钢筋笼主筋的加工效率。
技术特征:
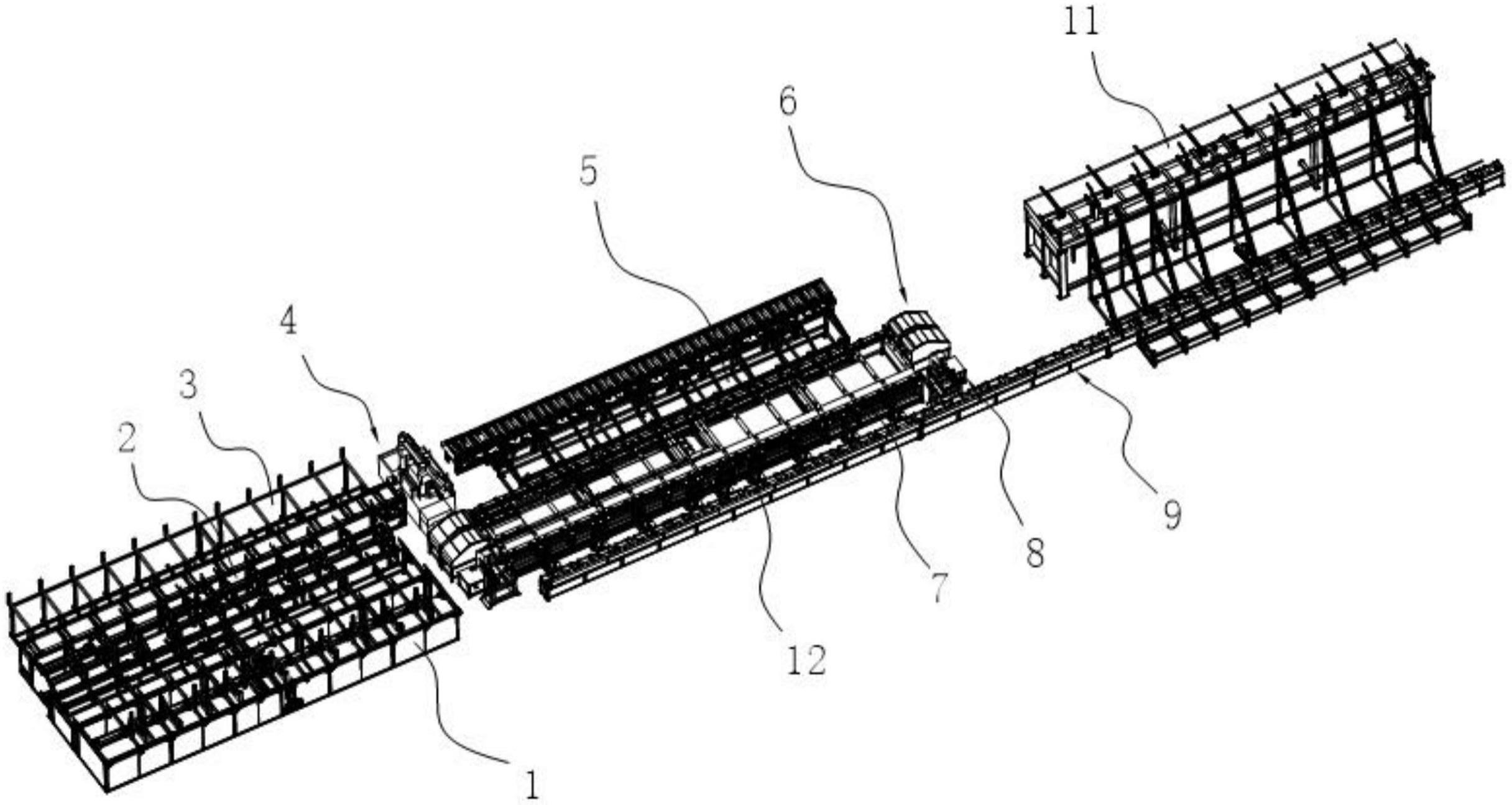
1.一种钢筋笼主筋的集成加工生产线,其特征在于,包括钢筋储架(1)、钢筋打散搓料机(2)、第一钢筋移送架(3)、钢筋定尺锯切工位(4)、第二钢筋移送架(5)、钢筋套丝工位(6)、第三钢筋移送架(7)、钢筋丝口检测工位(8)、第四钢筋移送架(9)、成品钢筋收集架(11)和次品钢筋收集架(12);
2.根据权利要求1所述的一种钢筋笼主筋的集成加工生产线,其特征在于,所述钢筋套丝工位(6)和钢筋丝口检测工位(8)上均设置有钢筋轴向移送架(63),所述钢筋轴向移送架(63)上沿钢筋轴向间隔转动设置有多个滚轮(631),所述多个滚轮(631)通过链条组件(632)同步驱动转动。
3.根据权利要求2所述的一种钢筋笼主筋的集成加工生产线,其特征在于,所述套丝机(61)和砂光机(62)的前方均设置有钢筋夹持组件(64),所述钢筋夹持组件(64)包括相对设置的夹持块(641),以及用于驱使两个夹持块(641)同步相向运动的双向丝杆组件(642)。
4.根据权利要求1所述的一种钢筋笼主筋的集成加工生产线,其特征在于,所述第二钢筋移送架(5)的两侧以及第三钢筋移送架(7)的两侧均设置有钢筋套丝工位(6)和钢筋丝口检测工位(8)。
5.根据权利要求4所述的一种钢筋笼主筋的集成加工生产线,其特征在于,至少一侧所述钢筋丝口检测工位(8)上设置有钢筋对位组件(81),所述钢筋对位组件(81)包括水平滑动安装的对位板(811),以及用于驱使对位板(811)运动的第一活塞杆(812)。
6.根据权利要求1所述的一种钢筋笼主筋的集成加工生产线,其特征在于,所述第四钢筋移送架(9)包括引导架(91)、输送架(92)和提升架(93),所述引导架(91)设置在输送架(92)与钢筋丝口检测工位(8)之间,所述引导架(91)靠近钢筋丝口检测工位(8)的一侧高于引导架(91)靠近输送架(92)的一侧,所述输送架(92)用于沿主筋轴向输送主筋,所述提升架(93)位于输送架(92)末端的一侧,所述成品钢筋收集架(11)设置在提升架(93)末端,所述次品钢筋收集架(12)设置在引导架(91)的下方,所述引导架(91)上设置有用于筛选钢筋落入次品钢筋收集架(12)或送入输送架(92)的筛选组件(94)。
7.根据权利要求6所述的一种钢筋笼主筋的集成加工生产线,其特征在于,所述筛选组件(94)包括引导杆(941)和第二活塞杆(942),所述引导杆(941)转动连接在引导架(91)上靠近输送架(92)的一侧并位于次品钢筋收集架(12)的开口上方,所述第二活塞杆(942)转动连接在引导架(91)上,所述第二活塞杆(942)的伸缩端与引导杆(941)的中部铰接。
8.根据权利要求6所述的一种钢筋笼主筋的集成加工生产线,其特征在于,所述输送架(92)上间隔设置有多块挡板(921),所述挡板(921)升降设置在输送架(92)上,所述输送架(92)上竖直设置有第三活塞杆,所述第三活塞杆的伸缩端与挡板(921)固定连接。
技术总结
本技术提供了一种钢筋笼主筋的集成加工生产线,属于钢筋笼自动化加工技术领域。包括钢筋储架、钢筋打散搓料机、第一钢筋移送架、钢筋定尺锯切工位、第二钢筋移送架、钢筋套丝工位、第三钢筋移送架、钢筋丝口检测工位、第四钢筋移送架、成品钢筋收集架和次品钢筋收集架。将整捆钢筋打散并搓料后,根据需求确定长度钢筋并裁断,再逐根对钢筋的端部进行套丝和端部打磨,并对钢筋端头丝口检测,在检测确定钢筋端头套丝合格时,将钢筋送入成品钢筋收集架中,在确定钢筋端头套丝不合格时,将钢筋送入次品钢筋收集架中,能自动完成套丝、丝口尺寸检测以及分类成品钢筋和次品钢筋,具有提高钢筋笼主筋加工效率的优点。
技术研发人员:周杨,黄晓英,陈新刚,付波锋,王俊栖,郑守华
受保护的技术使用者:成都固特机械有限责任公司
技术研发日:20230103
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!