弧形件制造机的制作方法
本技术涉及机械加工领域,具体地涉及一种弧形件制造机。
背景技术:
1、现有标识牌包括广告贴纸类等标牌,平面标示牌多采用金属铁、铝、不锈钢等材料,而对于弧形标牌,一般通过人为手工掰弧后,再用双面胶或其他胶粘接,然而人工掰弧的标牌弧度和贴纸贴合不严密,易开裂脱落,进灰,且人工效率低下。
技术实现思路
1、本实用新型的目的是为了克服现有技术存在的现有标识牌人工掰弧有偏差,且效率低的问题,提供一种弧形件制造机,该制造机能够将板状件压制成预期弧度的弧形件,且工作效率高。
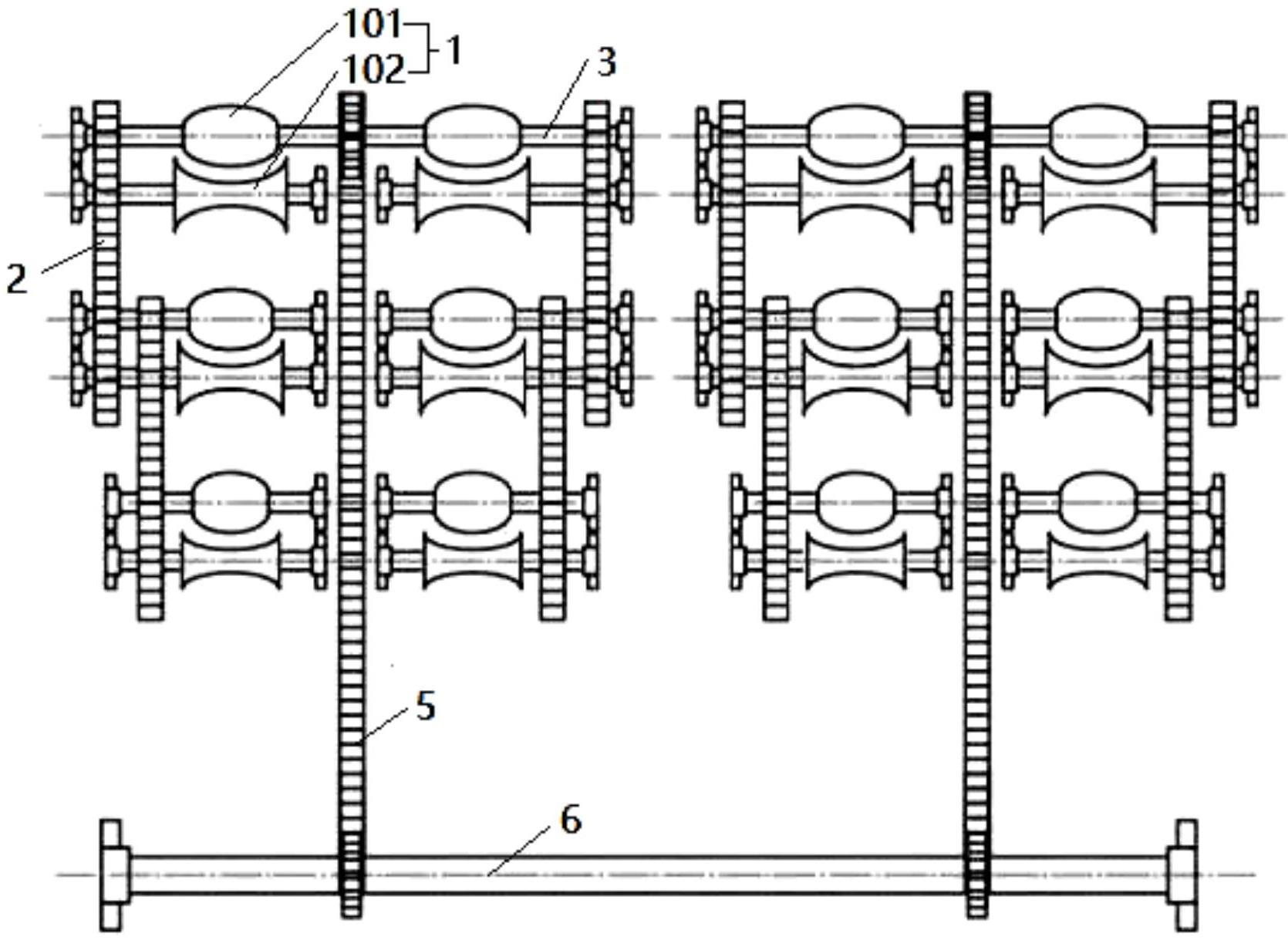
2、为了实现上述目的,本实用新型提供一种弧形件制造机,所述弧形件制造机包括至少两条压制线,每条所述压制线包括至少两组压辊,每组所述压辊均包括对应设置的上压辊和下压辊,所述上压辊和所述下压辊之间形成一弧形间隙,同一条所述压制线上的多个所述弧形间隙的弧度沿待压制件的行进方向上逐渐增加。
3、优选的,所述上压辊的表面为外凸的弧形面,所述下压辊的表面为与所述弧形面相对应并能够配合形成所述弧形间隙的内凹的弧形槽。
4、优选的,同一条所述压制线上相邻的两个所述上压辊或相邻的两个所述下压辊通过第一同步带同步传动。
5、优选的,所述弧形件制造机包括偶数条所述压制线,每相邻的两条所述压制线组合以形成一压制线组,每个所述压制线组中的多组压辊同步转动。
6、优选的,同一所述压制线组中,相邻的两条所述压制线中左右相邻的一对所述上压辊或左右相邻的一对所述下压辊共用同一压辊轴;所述弧形件制造机还包括与所述压辊轴相平行设置的主动轴,多个所述压辊轴均通过第二同步带与所述主动轴连接以同步传动,所述主动轴配置为能够与电机配合减速机驱动转动。
7、优选的,其特征在于,每条所述压制线包括3-6组所述压辊。
8、优选的,所述弧形件制造机还包括壳体,所述压制线设置于所述壳体内。
9、优选的,所述壳体沿水平方向相对的两个面分别设有入料口和出料口。
10、优选的,所述壳体顶部设有观察窗。
11、优选的,所述壳体上至少设有开始、停止和急停按钮。
12、通过上述技术方案,不难看出,本实用新型优点在于:
13、弧形件在制造机中的压制线上行进压制,受多个压辊中的上压辊和下压辊压制成型,得到预期的弧度,且多个压辊的弧形间隙的弧度逐渐增加,避免了初始压制弧度过大造成损坏,保证了弧形件的压制效果,同时多个压制线同步进行作业,也提高了工作效率。
技术特征:
1.一种弧形件制造机,其特征在于,所述弧形件制造机包括至少两条压制线,每条所述压制线包括至少两组压辊(1),每组所述压辊(1)均包括对应设置的上压辊(101)和下压辊(102),所述上压辊(101)和所述下压辊(102)之间形成一弧形间隙,同一条所述压制线上的多个所述弧形间隙的弧度沿待压制件的行进方向上逐渐增加。
2.根据权利要求1所述的弧形件制造机,其特征在于,所述上压辊(101)的表面为外凸的弧形面,所述下压辊(102)的表面为与所述弧形面相对应并能够配合形成所述弧形间隙的内凹的弧形槽。
3.根据权利要求1所述的弧形件制造机,其特征在于,同一条所述压制线上相邻的两个所述上压辊(101)或相邻的两个所述下压辊(102)通过第一同步带(2)同步传动。
4.根据权利要求1所述的弧形件制造机,其特征在于,所述弧形件制造机包括偶数条所述压制线,每相邻的两条所述压制线组合以形成一压制线组,每个所述压制线组中的多组压辊(1)同步转动。
5.根据权利要求4所述的弧形件制造机,其特征在于,同一所述压制线组中,相邻的两条所述压制线中左右相邻的一对所述上压辊(101)或左右相邻的一对所述下压辊(102)共用同一压辊轴(3);
6.根据权利要求1至5中任一项所述的弧形件制造机,其特征在于,每条所述压制线包括3-6组所述压辊(1)。
7.根据权利要求1所述的弧形件制造机,其特征在于,所述弧形件制造机还包括壳体(7),所述压制线设置于所述壳体(7)内。
8.根据权利要求7所述的弧形件制造机,其特征在于,所述壳体(7)沿水平方向相对的两个面分别设有入料口(701)和出料口。
9.根据权利要求7所述的弧形件制造机,其特征在于,所述壳体(7)顶部设有观察窗(702)。
10.根据权利要求7所述的弧形件制造机,其特征在于,所述壳体(7)上至少设有开始、停止和急停按钮(703)。
技术总结
本技术涉及机械加工领域,提供了一种弧形件制造机,该弧形件制造机包括至少两条压制线,每条压制线包括至少两组压辊,每组压辊均包括对应设置的上压辊和下压辊,上压辊和下压辊之间形成一弧形间隙,同一条压制线上的多个弧形间隙的弧度沿待压制件的行进方向上逐渐增加,本技术的弧形件在制造机中的压制线上行进压制,受多个压辊中的上压辊和下压辊压制成型,得到预期的弧度,且多个压辊的弧形间隙的弧度逐渐增加,避免了初始压制弧度过大造成损坏,保证了弧形件的压制效果,同时采用多个压制线同步进行作业,也提高了工作效率。
技术研发人员:韩炜,夏建忠,彭志刚,李德超,刘莹,张超,张现春
受保护的技术使用者:国能龙源环保有限公司
技术研发日:20230104
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!