一种铁路货车焊接中梁的定位压紧装置的制作方法
本技术涉及铁路货车焊接中梁的定位压紧装置,尤其是一种铁路货车焊接中梁的定位压紧装置。
背景技术:
1、货车中梁是铁路货车的重要组成部分,因此对质量要求就显得尤为重要,所以必须要有相应的工装来控制焊接变形,同时降低劳动强度,提高劳动效率。
2、现有的中梁机械手焊接装置为简易支撑平台,利用压块压紧中梁下盖板翼边,采用螺栓固定,无定位中梁定位靠山,机械手寻位时间长。现有装置的缺点:螺栓紧固方式压力不足,焊接后翼边角变形无法有效消除;机械手寻位困难,生产效率低;固定方式无法满足中梁预置挠度和下垂的要求,后续矫正工作量大。
3、根据中梁的结构特点,在焊接中梁的过程中,需要有相应的定位装置和压紧装置来控制焊接变形。
技术实现思路
1、为了克服现有的不足,本实用新型提供了一种铁路货车焊接中梁的定位压紧装置。
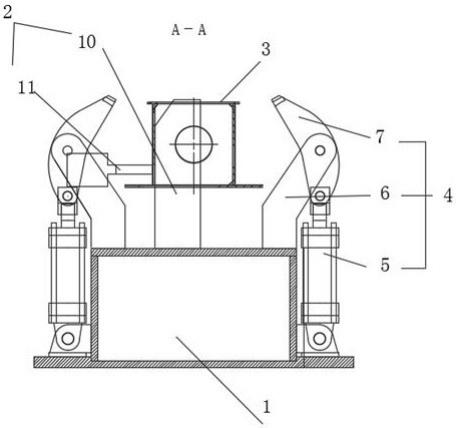
2、本实用新型解决其技术问题所采用的技术方案是:一种铁路货车焊接中梁的定位压紧装置,包括支撑平台、定位止档机构、压紧机构和中梁;所述支撑平台两侧设有若干组压紧机构,中间通过定位止档机构固定中梁;所述压紧机构包括油缸、支撑架和压头;所述油缸一端固定在支撑平台上,另一端连接压头;所述压头中间与支撑架转动连接;所述支撑架固定在支撑平台上。
3、根据本实用新型的另一个实施例,进一步包括,所述支撑平台根据不同车型中梁调节尺寸,两侧对称设置有多干组压紧机构,中间设有两组凸块;所述凸块与定位止档机构匹配用于固定中梁。
4、根据本实用新型的另一个实施例,进一步包括,所述定位止档机构包括中心定位销、中梁限位内止档和气缸;所述中心定位销设在支撑平台右端的凸块中心;所述中梁限位内止档固定在支撑平台左端的凸块右侧,另一端连接气缸。
5、根据本实用新型的另一个实施例,进一步包括,所述压紧机构一共设有14组,两侧各7组;所述压紧机构通过液压站控制。
6、根据本实用新型的另一个实施例,进一步包括,所述压头为翼型结构,通过转轴与支撑架转动连接。
7、本实用新型的有益效果是,本工装的应用使用方便、定位准确和机器人寻点速度快,体现在中梁吊入工装时,由气缸顶紧完成快速准确定位,14台油缸一键同步启动,完成对中梁的刚性固定和对下盖板的反变形处理,另外由于定位准确使得机器人寻点速度快,提高了工作效率,保证了中梁的焊接质量。
技术特征:
1.一种铁路货车焊接中梁(3)的定位压紧装置,其特征是,包括支撑平台(1)、定位止档机构(2)、压紧机构(4)和中梁(3);所述支撑平台(1)两侧设有若干组压紧机构(4),中间通过定位止档机构(2)固定中梁(3);所述压紧机构(4)包括油缸(5)、支撑架(6)和压头(7);所述油缸(5)一端固定在支撑平台(1)上,另一端连接压头(7);所述压头(7)中间与支撑架(6)转动连接;所述支撑架(6)固定在支撑平台(1)上。
2.根据权利要求1所述的铁路货车焊接中梁(3)的定位压紧装置,其特征是,所述支撑平台(1)根据不同车型中梁(3)调节尺寸,两侧对称设置有多干组压紧机构(4),中间设有两组凸块(8);所述凸块(8)与定位止档机构(2)匹配用于固定中梁(3)。
3.根据权利要求2所述的铁路货车焊接中梁(3)的定位压紧装置,其特征是,所述定位止档机构(2)包括中心定位销(9)、中梁限位内止档(10)和气缸(11);所述中心定位销(9)设在支撑平台(1)右端的凸块(8)中心;所述中梁限位内止档(10)固定在支撑平台(1)左端的凸块(8)右侧,另一端连接气缸(11)。
4.根据权利要求1所述的铁路货车焊接中梁(3)的定位压紧装置,其特征是,所述压紧机构(4)一共设有14组,两侧各7组;所述压紧机构(4)通过液压站控制。
5.根据权利要求1所述的铁路货车焊接中梁(3)的定位压紧装置,其特征是,所述压头(7)为翼型结构,通过转轴与支撑架(6)转动连接。
技术总结
本技术涉及铁路货车焊接中梁的定位压紧装置技术领域,尤其是一种铁路货车焊接中梁的定位压紧装置,包括支撑平台、定位止档机构、压紧机构和中梁;所述支撑平台两侧设有若干组压紧机构,中间通过定位止档机构固定中梁;所述压紧机构包括油缸、支撑架和压头;所述油缸一端固定在支撑平台上,另一端连接压头;所述压头中间与支撑架转动连接;所述支撑架固定在支撑平台上。本工装的应用使用方便、定位准确和机器人寻点速度快,体现在中梁吊入工装时,由气缸顶紧完成快速准确定位,14台油缸一键同步启动,完成对中梁的刚性固定和对下盖板的反变形处理,另外由于定位准确使得机器人寻点速度快,提高了工作效率,保证了中梁的焊接质量。
技术研发人员:刘培坤,涂彬彬,包亚军,许文虎,史渊
受保护的技术使用者:中车常州车辆有限公司
技术研发日:20230109
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!