曲面金属自动焊接组件的制作方法
本技术涉及焊接设备领域,更具体涉及一种曲面金属自动焊接组件。
背景技术:
1、在河道中为了调节水流通常会修建水闸,水闸中通过闸门来控制河道的水流。在现有的技术中,水闸的通常表面具有弧形曲面,以获得更高的支撑强度。
2、在现有技术中对于闸门曲面金属的焊接通常采用人工进行焊接,因为第一闸门长度较大通常单扇闸门会达到4-7米,目前市场上没有这样大型的曲面自动焊接设备,第二自动焊接曲面工艺复杂,都放弃这样的焊接自动化,采用人工焊接。但是人工焊接质量不稳定,会影响闸门的成品率,因此市场上缺乏一种针对曲面金属进行焊接的设备。
3、在焊接的过程中,尤其是曲面焊接时,一些凸起的面会影响原来焊头的焊接角度,因此需要在焊接过程中不断调整焊头的角度,以保证焊接质量同时为了避让曲面,为了实现曲面的自动焊接,需要一种能够随时调整焊接角度的装置。
技术实现思路
1、为了解决上述问题,本实用新型的目的在于提供了一种结构可靠、生产效率高、转动精准且提高焊接质量的曲面金属自动焊接组件。
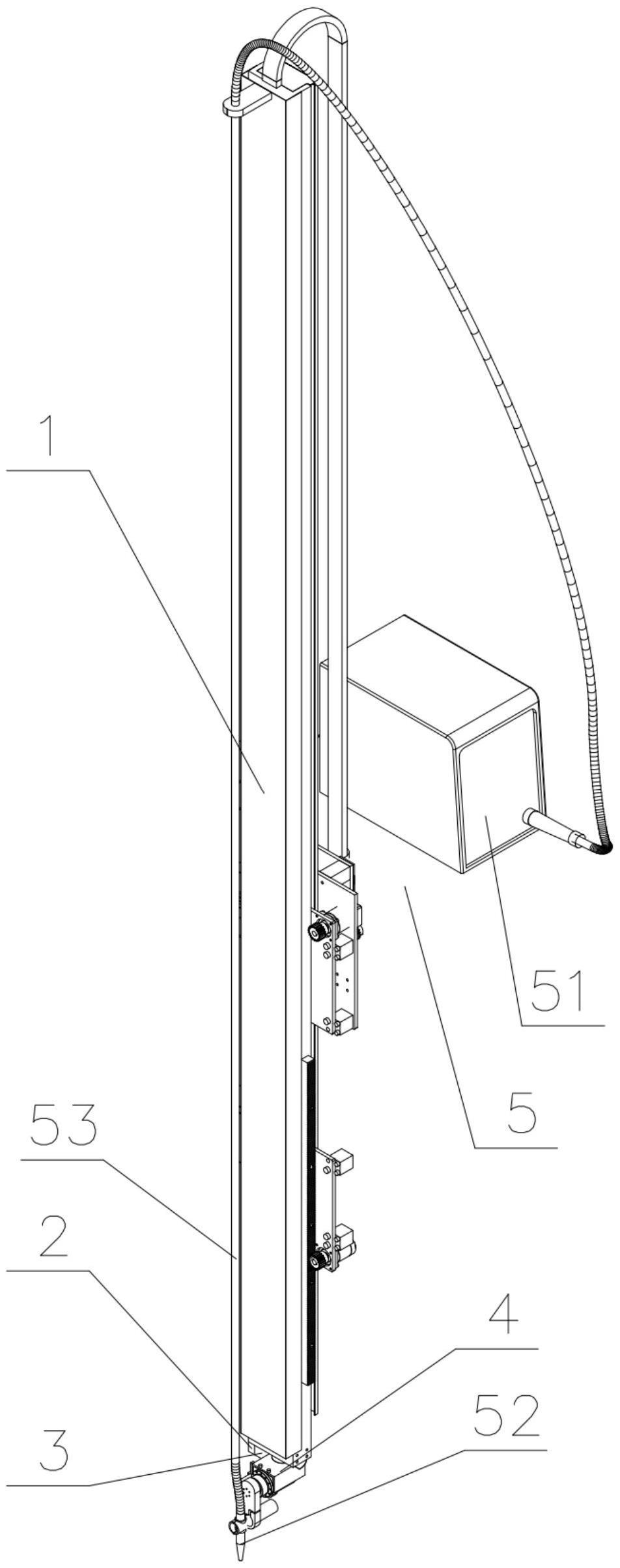
2、根据本实用新型的一个方面,提供了曲面金属自动焊接组件,其包括:安装架、测距部、视觉识别部、旋转部和焊接部,安装架的底部并列安装测距部和视觉识别部,视觉识别部远离测距部的一侧设有旋转部,焊接部包括:焊机、焊头和连接线,焊机设置在安装架上,旋转部上安装焊头且驱动焊头沿至少两个平面转动,连接线连接焊机和焊头。通过视觉识别部对焊接缝进行识别,再利用测距部对焊接点进行坐标标定,通过旋转部在焊接过程中不断对焊头的焊接角度进行调整以保证焊接质量。
3、在一些实施方式中,旋转部包括:第一电机、支架、第二电机和固定件,第一电机固定在安装架的底部,第一电机的输出端连接支架,第一电机驱动支架进行水平面的转动,支架上安装第二电机,第二电机的输出端连接固定件,第二电机驱动固定件进行竖直面的转动,固定件上设置焊头。通过第一电机驱动焊头进行水平的转动,通过第二电机驱动焊头进行竖直方向的转动,进而使焊头在焊接过程中调整焊接的角度。
4、在一些实施方式中,固定件包括:固定板和固定管,固定板的顶端固定连接第二电机的输出端,固定板的底部安装固定管,固定管上设置焊头。利用固定件便于对焊头进行可拆卸的装夹。
5、在一些实施方式中,固定板的底部设有第一安装孔,固定板上设有第一紧固缝,第一紧固缝与第一安装孔连通,固定管可拆卸插接在第一安装孔内。利用第一紧固缝和第一安装孔的组合便于使固定管可拆卸的固定在第一安装孔内。
6、在一些实施方式中,固定管的后端插接在第一安装孔内,固定管的前端沿固定管的径向设有第二安装孔,固定管的轴向设有第二紧固缝,第二紧固缝与第二安装孔连通,焊头可拆卸插接在第二安装孔内。利用第二紧固缝和第二安装孔的组合便于使焊头可拆卸的固定在第二安装孔内
7、在一些实施方式中,测距部为大功率的激光发射器和微型相机的结合。利用激光发射器和微型相机便于对焊接的左边点进行精准的标定,为形成焊接路径做准备。
8、在一些实施方式中,视觉识别部为3d线扫相机和3d面阵相机。利用3d线扫相机和3d面阵相机识别焊接缝引导测距部移动进行坐标标定。
9、本实用新型与现有技术相比具有结构可靠、生产效率高、转动精准且提高焊接质量的有益效果。本实用新型利用通过视觉识别部对焊接缝进行识别,再利用测距部对焊接点进行坐标标定,通过旋转部在焊接过程中不断对焊头的焊接角度进行调整以保证焊接质量;通过第一电机驱动焊头进行水平的转动,通过第二电机驱动焊头进行竖直方向的转动,进而使焊头在焊接过程中调整焊接的角度;利用固定件便于对焊头进行可拆卸的装夹。
技术特征:
1.曲面金属自动焊接组件,其特征在于,包括:安装架、测距部、视觉识别部、旋转部和焊接部,所述安装架的底部并列安装测距部和视觉识别部,所述视觉识别部远离测距部的一侧设有旋转部,所述焊接部包括:焊机、焊头和连接线,所述焊机设置在安装架上,所述旋转部上安装焊头且驱动焊头沿至少两个平面转动,所述连接线连接焊机和焊头。
2.根据权利要求1所述的曲面金属自动焊接组件,其特征在于,所述旋转部包括:第一电机、支架、第二电机和固定件,所述第一电机固定在安装架的底部,所述第一电机的输出端连接支架,所述第一电机驱动支架进行水平面的转动,所述支架上安装第二电机,所述第二电机的输出端连接固定件,所述第二电机驱动固定件进行竖直面的转动,所述固定件上设置焊头。
3.根据权利要求2所述的曲面金属自动焊接组件,其特征在于,所述固定件包括:固定板和固定管,所述固定板的顶端固定连接第二电机的输出端,所述固定板的底部安装固定管,所述固定管上设置焊头。
4.根据权利要求3所述的曲面金属自动焊接组件,其特征在于,所述固定板的底部设有第一安装孔,所述固定板上设有第一紧固缝,所述第一紧固缝与第一安装孔连通,所述固定管可拆卸插接在第一安装孔内。
5.根据权利要求4所述的曲面金属自动焊接组件,其特征在于,所述固定管的后端插接在第一安装孔内,所述固定管的前端沿固定管的径向设有第二安装孔,所述固定管的轴向设有第二紧固缝,所述第二紧固缝与第二安装孔连通,所述焊头可拆卸插接在第二安装孔内。
6.根据权利要求1-5任一项权利要求所述的曲面金属自动焊接组件,其特征在于,所述测距部为大功率的激光发射器和微型相机的结合。
7.根据权利要求6所述的曲面金属自动焊接组件,其特征在于,所述视觉识别部为3d线扫相机和3d面阵相机。
技术总结
本技术公开了曲面金属自动焊接组件,其包括:包括:安装架、测距部、视觉识别部、旋转部和焊接部,安装架的底部并列安装测距部和视觉识别部,视觉识别部远离测距部的一侧设有旋转部,焊接部包括:焊机、焊头和连接线,焊机设置在安装架上,旋转部上安装焊头且驱动焊头沿至少两个平面转动,连接线连接焊机和焊头,本技术的目的在于提供了一种结构可靠、生产效率高、转动精准且提高焊接质量的曲面金属自动焊接组件。
技术研发人员:殷晓文,白建明
受保护的技术使用者:江苏恒川水利科技有限公司
技术研发日:20230106
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!