自动铆套管装置的制作方法
本技术涉及管件加工,特别涉及一种自动铆套管装置。
背景技术:
1、现有的一种管件在生产加工时,需要在其端部套上套管,然后再通过冲压设备对套管进行冲压,使得套管铆接至管件的端部。
2、传统的加工方式中,需要先通过人工的方式将套管套至管件的端部,然后再将套有套管的管件的送至冲压设备上,通过冲压设备上的夹模将管件夹紧,对管件上的套管进行冲压,从而使套管能够铆接在管件上。
3、传统的这种加工方式,需要通过人工手动将套管套至管件上,人工成本大,操作效率低下,无法满足自动化生产要求。
技术实现思路
1、本实用新型的目的是解决现有技术中的不足之处,提供一种自动铆套管装置。
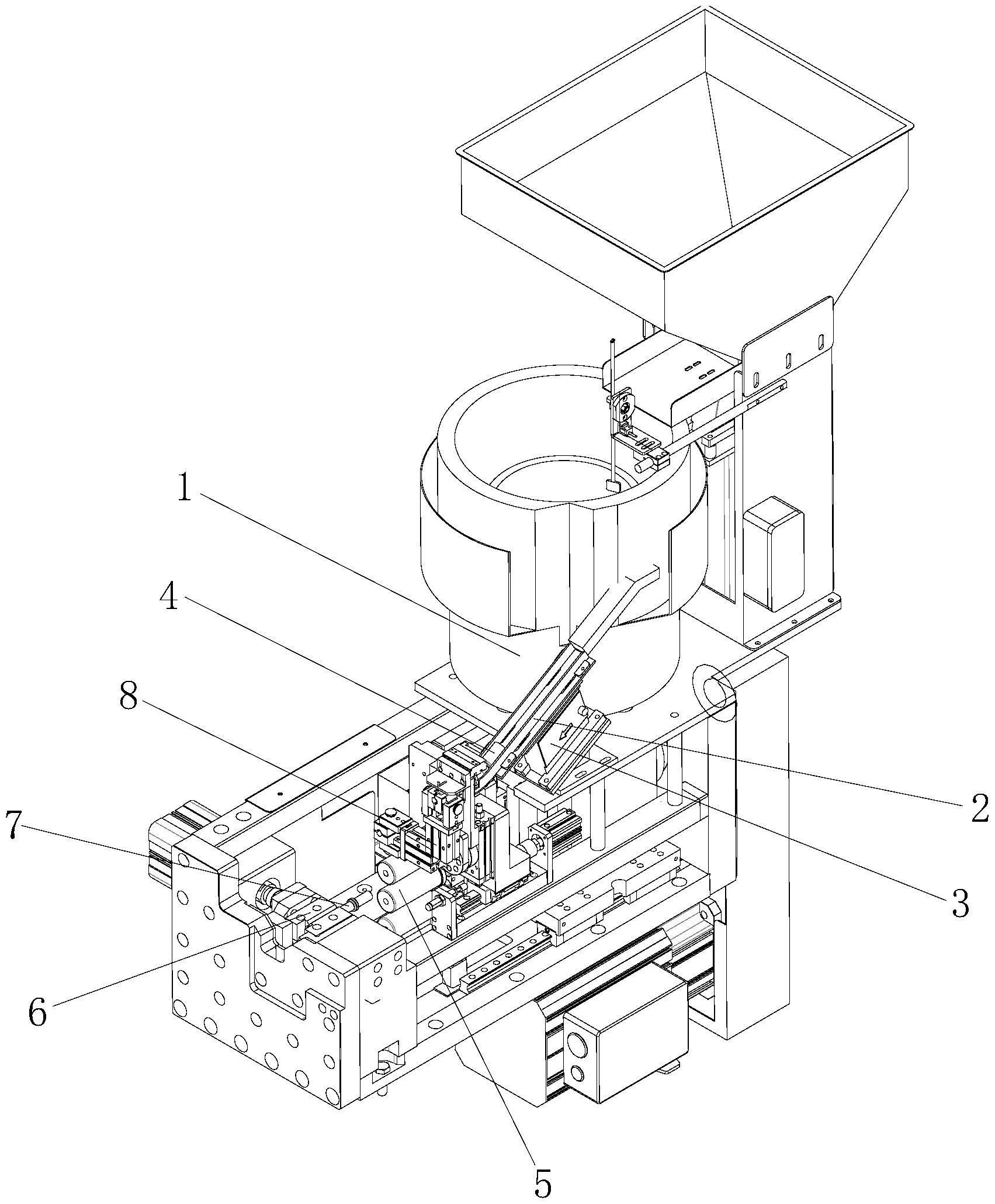
2、本实用新型的目的是通过如下技术方案实现的:一种自动铆套管装置,包括振动盘、用于夹紧管件的夹模、套管冲压装置、套管上料机构,所述振动盘上连接有出料导轨,出料导轨远离振动盘的一端为出料端;所述套管冲压装置包括与管件的一端相对应的冲压头,所述冲压头上设有用于放置套管的套管槽;套管上料机构用于从出料导轨的出料端接取套管并将套管转移至套管冲压装置的冲压头上。
3、作为优选,所述出料导轨的下方设有直线振动器。
4、作为优选,所述套管冲压装置还包括伺服移动装置,伺服移动装置设置在第一导轨上,冲压头设置在伺服移动装置上。
5、作为优选,所述套管上料机构包括第二导轨,第二导轨上滑动连接有移动座,第二导轨的一端设有用于驱动移动座移动的平推气缸,移动座上设有旋转装置,旋转装置上连接有取料气缸,取料气缸上设有两个可张开或者收拢的夹料块,两个夹料块之间设有接料槽,接料槽仅能够容纳一个套管;旋转装置带动取料气缸在接料位和下料位之间转动;当取料气缸转至接料位时,取料气缸上两个夹料块之间的接料槽正好位于出料导轨的出料端处,出料导轨上的套管进入接料槽中;当取料气缸转至下料位时,接料槽中的套管正对套管冲压装置上的冲压头。
6、作为优选,所述旋转装置为摆动气缸。
7、作为优选,所述套管上料机构还包括红外传感器;当取料气缸转至接料位时,红外传感器位于取料气缸上两个夹料块之间的接料槽的上方。
8、作为优选,所述旋转装置上设有安装支架,红外传感器设置在安装支架上。
9、本实用新型的有益效果是:1、本实用新型同时实现了套管自动出料、套管自动套至管件端部、自动对套管进行冲压这三个步骤,代替了人工操作,节省了人工成本;2、作业效率高:在通过套管冲压装置对套管进行冲压的同时,套管上料机构能够同时进行下一个套管的取料动作,各机构的闲置时间少,避免了中间时间的浪费,大大缩短了整个节拍,提高了加工效率。3、本实用新型结构紧凑,外形尺寸小且呈现集成化布局,集成化程度高,可做单机与生产线单个工位使用,适用范围广;4、本实用新型结构可靠,维修方便,结构单步动作简单可靠,各机构的动作途径较短,降低机构运动过程中套管掉落的风险。
技术特征:
1.一种自动铆套管装置,其特征是,包括振动盘、用于夹紧管件的夹模、套管冲压装置、套管上料机构,所述振动盘上连接有出料导轨,出料导轨远离振动盘的一端为出料端;所述套管冲压装置包括与管件的一端相对应的冲压头,所述冲压头上设有用于放置套管的套管槽;套管上料机构用于从出料导轨的出料端接取套管并将套管转移至套管冲压装置的冲压头上。
2.根据权利要求1所述的自动铆套管装置,其特征是,所述出料导轨的下方设有直线振动器。
3.根据权利要求1所述的自动铆套管装置,其特征是,所述套管冲压装置还包括伺服移动装置,伺服移动装置设置在第一导轨上,冲压头设置在伺服移动装置上。
4.根据权利要求1-3任意一项所述的自动铆套管装置,其特征是,所述套管上料机构包括第二导轨,第二导轨上滑动连接有移动座,第二导轨的一端设有用于驱动移动座移动的平推气缸,移动座上设有旋转装置,旋转装置上连接有取料气缸,取料气缸上设有两个可张开或者收拢的夹料块,两个夹料块之间设有接料槽,接料槽仅能够容纳一个套管;旋转装置带动取料气缸在接料位和下料位之间转动;当取料气缸转至接料位时,取料气缸上两个夹料块之间的接料槽正好位于出料导轨的出料端处,出料导轨上的套管进入接料槽中;当取料气缸转至下料位时,接料槽中的套管正对套管冲压装置上的冲压头。
5.根据权利要求4所述的自动铆套管装置,其特征是,所述旋转装置为摆动气缸。
6.根据权利要求4所述的自动铆套管装置,其特征是,所述套管上料机构还包括红外传感器;当取料气缸转至接料位时,红外传感器位于取料气缸上两个夹料块之间的接料槽的上方。
7.根据权利要求6所述的自动铆套管装置,其特征是,所述旋转装置上设有安装支架,红外传感器设置在安装支架上。
技术总结
本技术公开了一种自动铆套管装置,包括振动盘、用于夹紧管件的夹模、套管冲压装置、套管上料机构,所述振动盘上连接有出料导轨,出料导轨远离振动盘的一端为出料端;所述套管冲压装置包括与管件的一端相对应的冲压头,冲压头上设有用于放置套管的套管槽;套管上料机构用于从出料导轨的出料端接取套管并将套管转移至套管冲压装置的冲压头上。本技术同时实现了套管自动出料、套管自动套至管件端部、自动对套管进行冲压这三个步骤,代替了人工操作,节省人工成本;在通过套管冲压装置对套管进行冲压的同时,套管上料机构能够同时进行下一个套管的取料动作,各机构的闲置时间少,避免了中间时间的浪费,缩短了节拍时间,提高了作业效率。
技术研发人员:杨传章,陈红波,卢旭明,梁建铭
受保护的技术使用者:浙江长兴和良智能装备有限公司
技术研发日:20230109
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!