一种白车身四门分体式铰链自动安装集成设备的制作方法
本技术涉及汽车制造设备,具体为一种白车身四门分体式铰链自动安装集成设备。
背景技术:
1、现在汽车白车身四门的铰链安装都是人工利用气动工具,手动安装,在高产的生产线生产节拍为60jph,也就是1个小时生产60件,设备开动率为90%,单车在一个工位的时间为54秒,调整线为板链式结构,工人的操作时间为边走边完成本工位时间为54秒,单车单侧工人需要操作9个气动螺栓,四个铰链,一套铰链安装夹具。该方式存在以下问题:
2、1、人机差,前后门共有四个铰链,单门两个铰链,比如前门上铰链人机是可以用气动拧紧枪完成,下铰链人工必须弯腰,造成工人腰部肌肉的劳损,在机械自动化没有现在的条件前都是通过轮岗平均一下这个损伤。
3、2、费用高,在精益生产的路上没有最低,只有更低,时时刻刻在进行对车身生产成本工艺质量的优化。费用高是指这个工位需要两个人操作,如果能有一个工装固定的投资,小于固定时间如两年或者5年内的单人工厂待遇支出,那这个工装相对于现在的生产线就是低成本,高效的工艺方案。
4、3、质量稳定性问题,由于本工位后续还有工艺,会有一个ec高精度联网拧紧工位,这里的质量稳定也是两个方案相对对比,自动设备批量完成的拧紧质量会相对统一,对后续的ec高精度拧紧会有固定的工艺时间,对后续的精益生产提供稳定的参数,人工操作质量不够稳定。
5、因此,我们提出一种白车身四门分体式铰链自动安装集成设备,以便于解决上述中提出的问题。
技术实现思路
1、本实用新型的目的在于提供一种白车身四门分体式铰链自动安装集成设备,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种白车身四门分体式铰链自动安装集成设备,包括:集成设备主体,所述集成设备主体通过移动吊具吊装在生产线两侧,且以车体为轴对称;
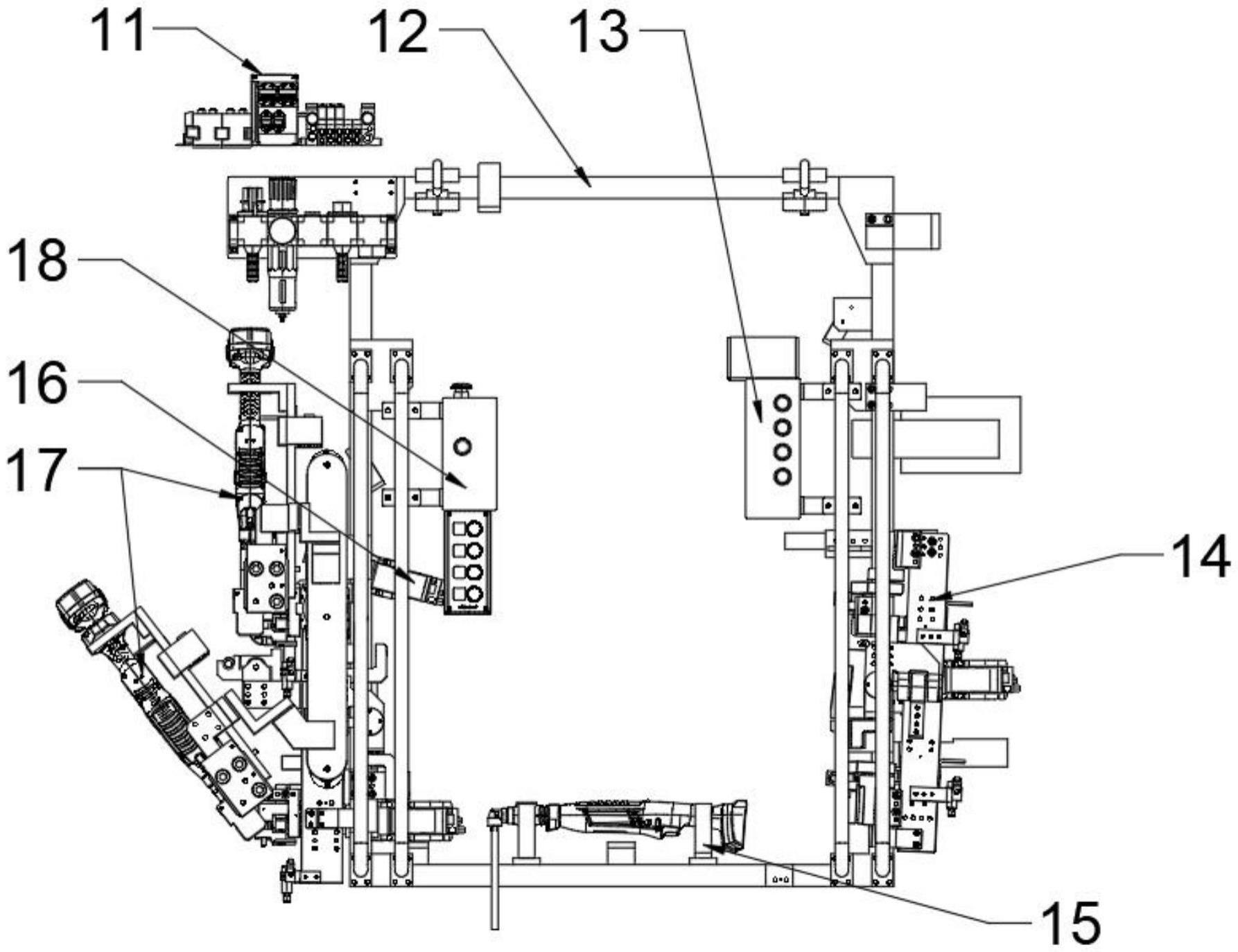
3、所述集成设备主体主要由骨架上安装夹紧控制按钮、夹紧预留拧紧组件、夹紧定位反夹组件、电控自动拧紧组件和拧紧控制按钮构成;
4、电控自动拧紧组件设有两组,分别对应车体每个车门的两个铰链安装孔。
5、优选的,所述骨架呈方框形设计,骨架上端安装有阀岛,阀岛上安装控制阀组件。
6、优选的,所述阀岛位于骨架左上角或者右上角。
7、优选的,所述骨架前面安装有人工手动推动的拉杆。
8、优选的,所述夹紧预留拧紧组件包含夹紧预留拧紧组件一和夹紧预留拧紧组件二。
9、优选的,所述夹紧定位反夹组件包含夹紧定位反夹组件一、夹紧定位反夹组件二和夹紧定位反夹组件三。
10、优选的,所述骨架右侧安装有夹紧预留拧紧组件一、夹紧定位反夹组件二、夹紧定位反夹组件三和夹紧控制按钮;
11、骨架左侧安装夹紧预留拧紧组件二、夹紧定位反夹组件一、电控自动拧紧组件和拧紧控制按钮。
12、优选的,所述夹紧控制按钮控制连接夹紧预留拧紧组件一、夹紧预留拧紧组件二、夹紧定位反夹组件一、夹紧定位反夹组件二和夹紧定位反夹组件三,拧紧控制按钮控制连接电控自动拧紧组件。
13、优选的,所述骨架底部设有电动拧紧枪存放架。
14、优选的,所述电控自动拧紧组件包含固定支架、拧紧枪和伸缩气缸,所述固定支架与骨架可变换位置固定安装,固定支架上固定安装拧紧枪,拧紧枪驱动连接拧紧扳手,拧紧枪上设有开关按钮,固定支架一侧固定安装伸缩气缸,伸缩气缸驱动连接拨杆。
15、与现有技术相比,本实用新型的有益效果是:
16、白车身由生产线推进至安装工位时,操作工人操作吊具将集成设备主体从工具台处移动到安装工位,通过夹紧控制按钮控制夹紧预留拧紧组件一、夹紧预留拧紧组件二、夹紧定位反夹组件一、夹紧定位反夹组件二和夹紧定位反夹组件三,对车体进行定位夹紧,使电控自动拧紧组件的拧紧扳手对准铰链安装孔,通过拧紧控制按钮控制电控自动拧紧组件完成拧紧后,集成设备主体退回至工具台处,等待下一个节拍循环,通过本实用新型将原需四个人减少到两个人,自动、稳定的完成四门铰链的安装,降低生产成本。
技术特征:
1.一种白车身四门分体式铰链自动安装集成设备,包括:集成设备主体(2),其特征在于:所述集成设备主体(2)通过移动吊具吊装在生产线两侧,且以车体(1)为轴对称;
2.根据权利要求1所述的一种白车身四门分体式铰链自动安装集成设备,其特征在于,所述夹紧预留拧紧组件包含夹紧预留拧紧组件一(14)和夹紧预留拧紧组件二(141)。
3.根据权利要求1所述的一种白车身四门分体式铰链自动安装集成设备,其特征在于,所述夹紧定位反夹组件包含夹紧定位反夹组件一(16)、夹紧定位反夹组件二(161)和夹紧定位反夹组件三(162)。
4.根据权利要求1所述的一种白车身四门分体式铰链自动安装集成设备,其特征在于,所述骨架(12)右侧安装有夹紧预留拧紧组件一(14)、夹紧定位反夹组件二(161)、夹紧定位反夹组件三(162)和夹紧控制按钮(13);
5.根据权利要求4所述的一种白车身四门分体式铰链自动安装集成设备,其特征在于,所述夹紧控制按钮(13)控制连接夹紧预留拧紧组件一(14)、夹紧预留拧紧组件二(141)、夹紧定位反夹组件一(16)、夹紧定位反夹组件二(161)和夹紧定位反夹组件三(162),拧紧控制按钮(18)控制连接电控自动拧紧组件(17)。
6.根据权利要求1所述的一种白车身四门分体式铰链自动安装集成设备,其特征在于,所述骨架(12)底部设有电动拧紧枪存放架(15)。
7.根据权利要求1所述的一种白车身四门分体式铰链自动安装集成设备,其特征在于,所述电控自动拧紧组件(17)包含固定支架(171)、拧紧枪(172)和伸缩气缸(174),所述固定支架(171)与骨架(12)可变换位置固定安装,固定支架(171)上固定安装拧紧枪(172),拧紧枪(172)驱动连接拧紧扳手(173),拧紧枪(172)上设有开关按钮(176),固定支架(171)一侧固定安装伸缩气缸(174),伸缩气缸(174)驱动连接拨杆(175)。
技术总结
本技术公开了一种白车身四门分体式铰链自动安装集成设备,包括:集成设备主体,所述集成设备主体通过移动吊具吊装在生产线两侧,且以车体为轴对称;所述集成设备主体主要由骨架上安装夹紧控制按钮、夹紧预留拧紧组件、夹紧定位反夹组件、电控自动拧紧组件和拧紧控制按钮构成;电控自动拧紧组件设有两组,分别对应车体每个车门的两个铰链安装孔。本技术将原需四个人减少到两个人,自动、稳定的完成四门铰链的安装,降低生产成本。
技术研发人员:丛丽新,王晋国,王元
受保护的技术使用者:上海磐沛自动化技术有限公司
技术研发日:20230131
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!