一种对半式零件车削加工定位紧固系统的制作方法
本技术涉及机械加工工装,特别是一种对半式零件车削加工定位紧固系统。
背景技术:
1、飞机起落架缓冲支柱中,常用的支撑轴套一般采用耐磨及自润性能较好的铜或尼龙制成。为了保证安装,该类零件一般为对半式结构即将圆柱回转零件从中间一分为二,两对半式零件之间存在0.5-1mm的间隙。装配时对半式结构成对安装。该类零件一般采用先整体加工,后将整体件由分界面切开的加工方法完成。零件整体加工过程中存在应力,切开后产生变形,因此零件切分后必须经过再加工才能满足产品的要求。切分后的单个零件其定位、装夹、找正及切削等均存在难点且装配时两半零件的配合也很难满足要求,因此对于切分后的两对半式零件采用一次性装夹、加工时存在以下技术难点:
2、1、两半零件组合后由于切割面的存在定位基准和精度如何保证;
3、2、两半零件切割时配合面有一定的间隙,直接组合后不能成为完整的圆,如何保证两半零件加工后状态一致;
4、3、如何保证两半零件同时被夹紧,且夹紧状态一致。
技术实现思路
1、本实用新型所要解决的技术问题是,针对对半式结构零件切开加工的不足,本实用新型提供一种能实现对半式结构零件一次装夹、定位、加工的对半式零件车削加工定位紧固系统。
2、为解决上述技术问题,本实用新型采用了如下技术方案:
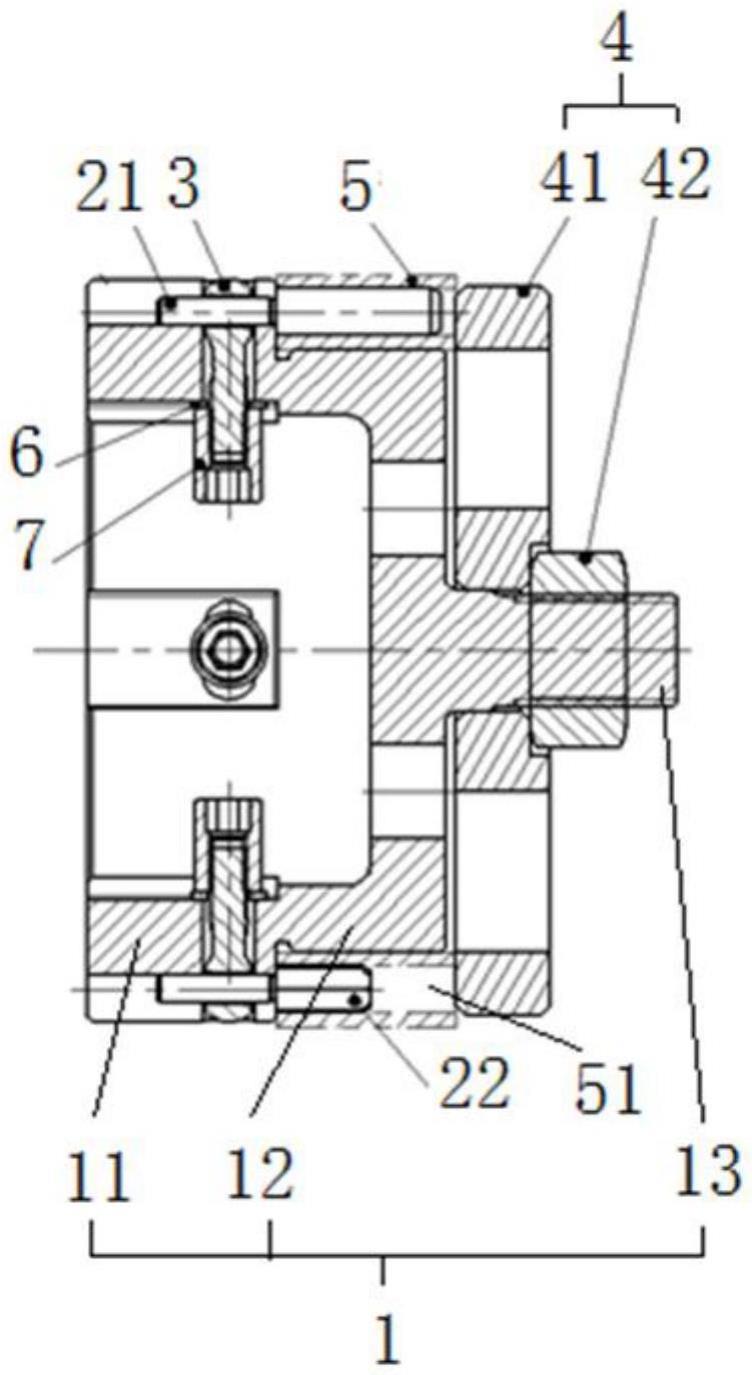
3、一种对半式零件车削加工定位紧固系统,包括芯轴,所述芯轴包括依次设置的基准座、工件座及中心轴,所述基准座的近工件座端设置工件安装台,所述工件座及所述工件安装台上安装工件,所述中心轴上布置压紧模块,所述压紧模块将所述工件压紧在所述工件安装台上,且所述工件与所述工件安装台之间设置轴向定位模块,所述轴向定位模块与所述基准座之间设置径向定位模块。
4、本实用新型通过设计带有基准座、工件座及中心轴的芯轴,并利用压紧模块可将对半式结构工件一次装夹固定在芯轴上,同时利用轴向定位模块将工件的轴向定位,利用径向定位模块将工件的径向定位,就可实现对半式结构零件两部分的组合及整体固定,并对外圆进行车削加工。
5、优选地,所述轴向定位模块包括在所述基准座的外圆面上布置的多个定位槽、在所述工件上相对所述定位槽布置的第一定位孔、插入所述定位槽及第一定位孔的固定销,所述定位槽和所述第一定位孔分别沿所述中心轴的轴向设置。
6、优选地,所述固定销为圆柱销或菱形销,且所述圆柱销和所述菱形销交错布置。
7、优选地,所述径向定位模块包括在所述基准座上布置的多个第二定位孔和插入所述第二定位孔的定位件,且所述第二定位孔沿所述基准座的径向布置,所述定位槽与所述第二定位孔相通,所述定位件穿过所述固定销的尾部并固定在所述第二定位孔中。
8、优选地,所述定位件为活节螺栓,所述第二定位孔的底部嵌设安装第一螺母,所述活节螺栓的下端穿过所述固定销后锁固在所述第一螺母上。
9、优选地,所述第二定位孔为腰型孔。
10、优选地,所述压紧模块包括压板和第二螺母,所述第二螺母与所述中心轴螺纹连接,使所述压板压紧在所述工件的外端。
11、优选地,所述基准座的外径大于所述工件座的外径。
12、与现有技术相比,本实用新型的有益效果是:
13、本实用新型将对半式结构零件的两部分统一定位、安装、找正、压紧,减少了零件在加工过程中的变形,确保两半零件加工状态一致。
技术特征:
1.一种对半式零件车削加工定位紧固系统,包括芯轴,其特征在于:
2.根据权利要求1所述的对半式零件车削加工定位紧固系统,其特征在于,所述轴向定位模块包括在所述基准座的外圆面上布置的多个定位槽、在所述工件上相对所述定位槽布置的第一定位孔、插入所述定位槽及第一定位孔的固定销,所述定位槽和所述第一定位孔分别沿所述中心轴的轴向设置。
3.根据权利要求2所述的对半式零件车削加工定位紧固系统,其特征在于,所述固定销为圆柱销或菱形销,且所述圆柱销和所述菱形销交错布置。
4.根据权利要求2所述的对半式零件车削加工定位紧固系统,其特征在于,所述径向定位模块包括在所述基准座上布置的多个第二定位孔和插入所述第二定位孔的定位件,且所述第二定位孔沿所述基准座的径向布置,所述定位槽与所述第二定位孔相通,所述定位件穿过所述固定销的尾部并固定在所述第二定位孔中。
5.根据权利要求4所述的对半式零件车削加工定位紧固系统,其特征在于,所述定位件为活节螺栓,所述第二定位孔的底部嵌设安装第一螺母,所述活节螺栓的下端穿过所述固定销后锁固在所述第一螺母上。
6.根据权利要求4所述的对半式零件车削加工定位紧固系统,其特征在于,所述第二定位孔为腰型孔。
7.根据权利要求1所述的对半式零件车削加工定位紧固系统,其特征在于,所述压紧模块包括压板和第二螺母,所述第二螺母与所述中心轴螺纹连接,使所述压板压紧在所述工件的外端。
8.根据权利要求1所述的对半式零件车削加工定位紧固系统,其特征在于,所述基准座的外径大于所述工件座的外径。
技术总结
本技术公开了一种对半式零件车削加工定位紧固系统,其包括芯轴,所述芯轴包括依次设置的基准座、工件座及中心轴,所述基准座的近工件座端设置工件安装台,所述工件座及所述工件安装台上安装工件,所述中心轴上布置压紧模块,所述压紧模块将所述工件压紧在所述工件安装台上,且所述工件与所述工件安装台之间设置轴向定位模块,所述轴向定位模块与所述基准座之间设置径向定位模块。本技术将对半式结构零件的两部分统一定位、安装、找正、压紧,减少了零件在加工过程中的变形,确保两半零件加工状态一致。
技术研发人员:孟辉,樊晓娟,詹唐成,王芳,秦楚山,夏新远,吴红军
受保护的技术使用者:中航飞机起落架有限责任公司
技术研发日:20230131
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!