一种半自动压螺母机的制作方法
本技术涉及压螺母设备,特别涉及一种半自动压螺母机。
背景技术:
1、在对某一类产品的生产过程中,需对该产品进行压入螺母,在目前所采用的生产方式中,其主要通过人工使用胶锤的方式,通过敲打将螺母压入在产品上。存在工作效率低,容易受伤,压螺丝的质量难以保持一致。
2、故需对此作出改进。
技术实现思路
1、本实用新型解决的技术问题是针对上述现有技术中存在的缺陷,提供一种半自动压螺母机,其主要目的是通过设计机械设备完成将螺母压合在产品上,以解决上述背景技术中提出的问题。
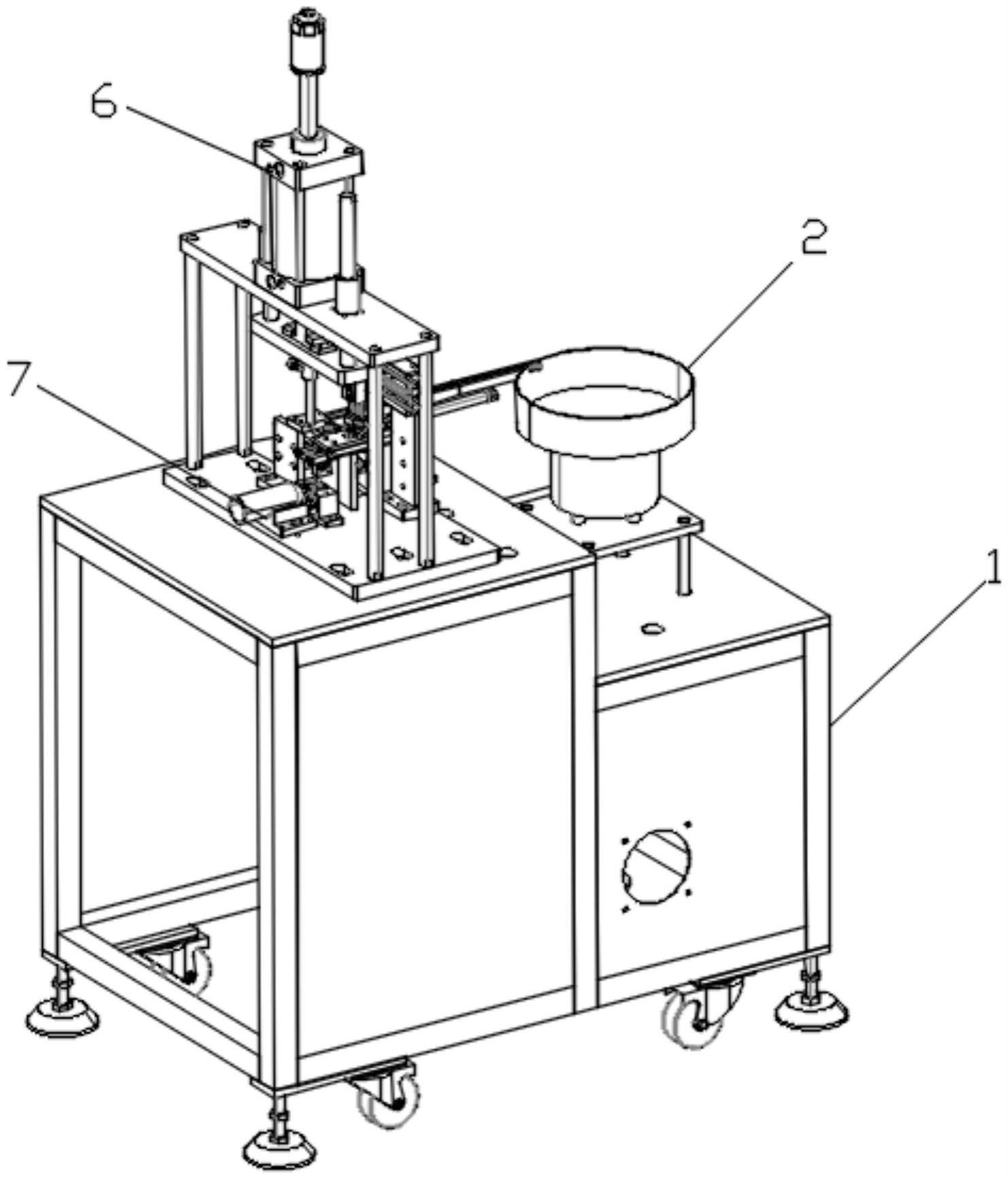
2、为解决上述技术问题,本实用新型采取的技术方案如下:一种半自动压螺母机,包括:机架,所述机架用于安装以及支撑机械部件;螺母上料装置,所述螺母上料装置设置在所述机架上,所述螺母上料装置用于将螺母移动上料;螺母平移装置,所述螺母平移装置设置在所述螺母上料装置的出料口,所述螺母平移装置用于依次移动螺母;螺母转移装置,所述螺母转移装置设置在所述螺母平移装置的一侧,所述螺母转移装置用于转移螺母;螺母推送装置,所述螺母推送装置用于承接所述螺母转移装置的螺母并将螺母移动至压合位;螺母压入装置,所述螺母压入装置设于所述螺母推送装置的上方,所述螺母压入装置用于将螺母压入产品;产品定位治具,所述产品定位治具设于所述螺母推送装置的下方,所述产品定位治具用于产品安装定位。
3、进一步地,所述螺母上料装置包括振动盘以及螺母流道,所述螺母流道与所述振动盘连接,其中所述螺母流道延伸至所述螺母平移装置。
4、进一步地,所述螺母平移装置包括第一气缸以及安装板,所述安装板设置在所述第一气缸的输出端上,所述安装板设有用于容置螺母的槽口。
5、进一步地,所述螺母转移装置包括第二气缸、第三气缸以及吸嘴,所述第三气缸安装在所述第二气缸的伸缩端上,所述第三气缸的伸缩端上安装所述吸嘴,所述第二气缸驱动所述第三气缸至所述螺母平移装置,所述吸嘴吸附所述螺母平移装置上的螺母。
6、进一步地,所述螺母推送装置包括用于容纳螺母的槽道,设置在所述槽道内的推杆以及与所述推杆连接的第四气缸,所述第四气缸驱动所述推杆推送所述槽道内的螺母至所述手指气缸。
7、进一步地,所述螺母压入装置包括安装支架,设置在所述安装支架上的第五气缸以及压杆,所述安装支架设置在所述机架上,所述第五气缸设置在所述安装支架上,所述压杆设置在所述第五气缸的伸缩端。
8、与现有技术相比,本实用新型的有益效果在于:通过螺母上料装置进行运输螺母,经由螺母平移装置进行对螺母平移,螺母转移装置将螺母转移,进而螺母推送装置将螺母推送至手指气缸,在螺母压入装置的作用下,将螺母压入在产品,从而实现对产品的半自动压螺母的操作,具有操作简便,生产效率高以及压螺母质量一致的优点。
技术特征:
1.一种半自动压螺母机,其特征在于,包括:
2.根据权利要求1所述的半自动压螺母机,其特征在于:所述螺母上料装置包括振动盘以及螺母流道,所述螺母流道与所述振动盘连接,其中所述螺母流道延伸至所述螺母平移装置。
3.根据权利要求2所述的半自动压螺母机,其特征在于:所述螺母平移装置包括第一气缸以及安装板,所述安装板设置在所述第一气缸的输出端上,所述安装板设有用于容置螺母的槽口。
4.根据权利要求3所述的半自动压螺母机,其特征在于:所述螺母转移装置包括第二气缸、第三气缸以及吸嘴,所述第三气缸安装在所述第二气缸的伸缩端上,所述第三气缸的伸缩端上安装所述吸嘴,所述第二气缸驱动所述第三气缸至所述螺母平移装置,所述吸嘴吸附所述螺母平移装置上的螺母。
5.根据权利要求4所述的半自动压螺母机,其特征在于:所述螺母推送装置包括用于容纳螺母的槽道,设置在所述槽道内的推杆,与所述推杆连接的第四气缸以及设置在所述槽道端部用于夹持螺母的手指气缸,所述第四气缸驱动所述推杆推送所述槽道内的螺母至所述手指气缸。
6.根据权利要求5所述的半自动压螺母机,其特征在于:所述螺母压入装置包括安装支架,设置在所述安装支架上的第五气缸以及压杆,所述安装支架设置在所述机架上,所述第五气缸设置在所述安装支架上,所述压杆设置在所述第五气缸的伸缩端。
技术总结
本技术涉及压螺母设备技术领域,公开了一种半自动压螺母机,其特征在于,包括:机架用于安装以及支撑机械部件;螺母上料装置用于将螺母移动上料;螺母平移装置用于依次移动螺母;螺母转移装置设置在螺母平移装置的一侧,用于转移螺母;螺母推送装置用于承接螺母转移装置的螺母并将螺母移动至压合位;螺母压入装置设于螺母推送装置的上方,螺母压入装置用于将螺母压入产品;产品定位治具设于螺母推送装置的下方,产品定位治具用于产品安装定位。本技术实现对产品进行半自动压螺母的操作,具有操作方便,生产效率高的优点。
技术研发人员:王娇,谈波,张斌
受保护的技术使用者:东莞市科莱特智能机器人有限公司
技术研发日:20230201
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!