曲轴配重孔工装的制作方法
本技术涉及曲轴加工,特别是涉及曲轴配重孔工装。
背景技术:
1、曲轴是发动机中最重要的部件。它承受连杆传来的力,并将其转变为转矩通过曲轴输出并驱动发动机上其他附件工作。曲轴受到旋转质量的离心力、周期变化的气体惯性力和往复惯性力的共同作用,使曲轴承受弯曲扭转载荷的作用。
2、在曲轴上设置的配重块或偏心拐上通常开设有配重孔,在配重孔的开设中不便于对曲轴进行精准定位,无法保证钻孔时的精准性,使配重孔的开设具有不确定因素,带来极大不便,且无法保证钻孔成型后的曲轴满足使用要求。
3、因此,针对现有技术不足,提供曲轴配重孔工装以解决现有技术不足甚为必要。
技术实现思路
1、本实用新型的目的在于避免现有技术的不足之处而提供曲轴配重孔工装,通过工装立板顶部安装的定位块工装底板上安装的定位键将待处理曲轴更好的固定,通过定位块与限位销的调整针对不同型号的曲轴进行夹持固定,工装立板上安装的夹持结构中v形块的设计能对曲轴起到更好的夹持固定作用,外部加设的固定件通过卡紧螺丝横向对待钻孔的曲轴进行固定,有效的增加了曲轴固定的稳定性,能准确确定钻孔位置,且安装方便,便于人员操作,大大提升后续配重孔钻孔精度与钻孔效率。
2、本实用新型的上述目的通过如下技术手段实现。
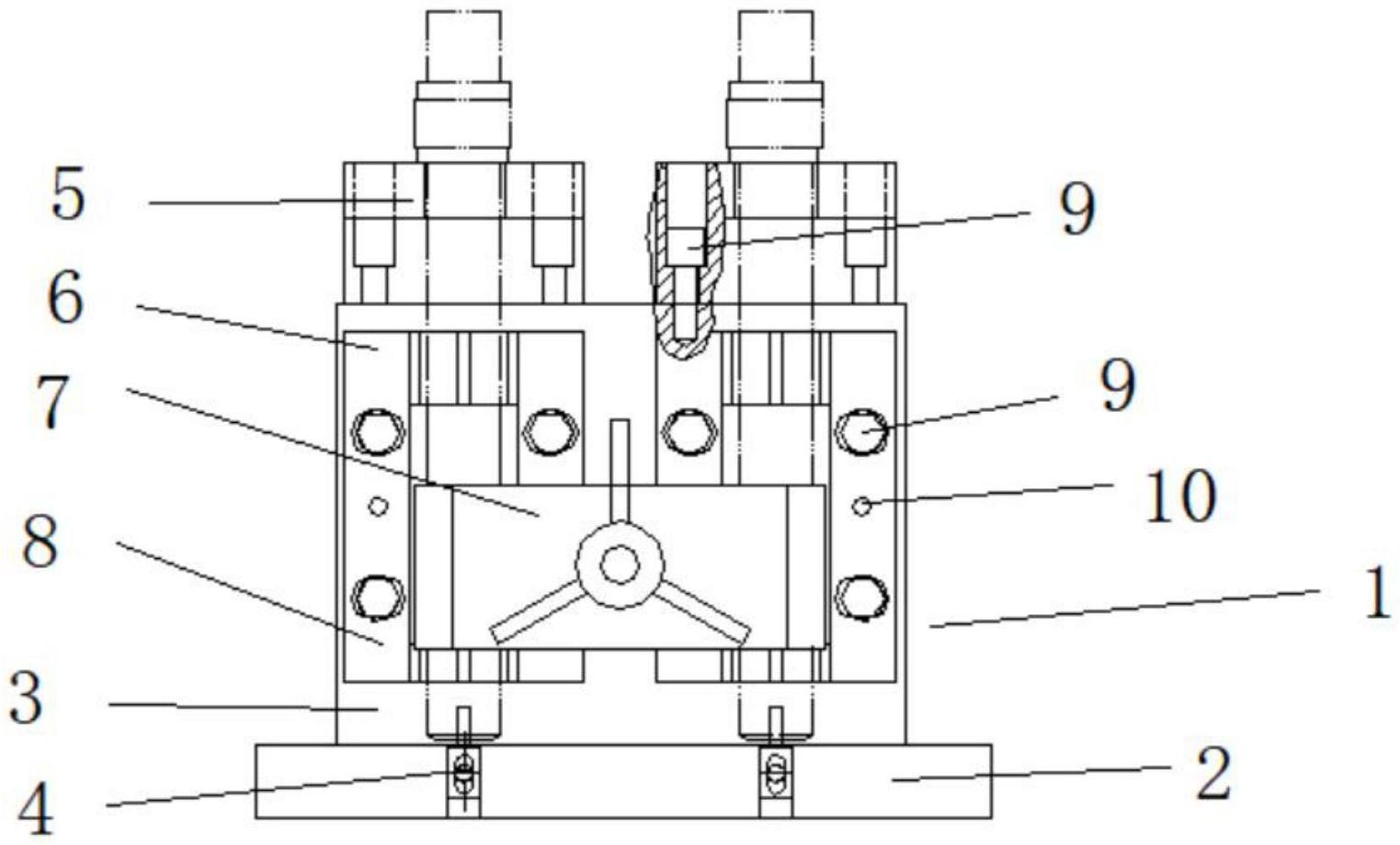
3、提供曲轴配重孔工装,包括工装本体,工装本体包括一块工装底板与一块工装立板,工装底板底端安装有定位结构,工装立板螺纹安装在工装底板上,工装立板顶端安装有定位块,工装立板上对称安装有两组工件夹持结构,工件夹持结构安装有固定件;
4、工件夹持结构包括固定板,固定板上四角固定安装有内六角螺钉,内六角螺钉之间安装有定位销,固定板上下两端突出有限位块,限位块上安装有两组v形块,v形块之间开设有固定槽。
5、具体而言的,定位结构包括定位槽,定位槽通过内六角螺钉固定安装有定位键。
6、具体而言的,固定件包括卡紧螺栓,卡紧螺栓上安装有固定压板,卡紧螺栓贯穿工装立板,卡紧螺栓穿过工装立板部分安装有锁紧螺母。
7、具体而言的,卡紧螺栓上安装有夹紧螺母,夹紧螺母上一体成型有夹紧螺母手柄。
8、具体而言的,固定压板两端一体成型有突出垫块,突出垫块为柔软橡胶材质。
9、本实用新型通过工装立板顶部安装的定位块工装底板上安装的定位键将待处理曲轴更好的固定,通过定位块与限位销的调整针对不同型号的曲轴进行夹持固定,工装立板上安装的夹持结构中v形块的设计能对曲轴起到更好的夹持固定作用,外部加设的固定件通过卡紧螺丝横向对待钻孔的曲轴进行固定,有效的增加了曲轴固定的稳定性,能准确确定钻孔位置,且安装方便,便于人员操作,大大提升后续配重孔钻孔精度与钻孔效率。
技术特征:
1.曲轴配重孔工装,其特征在于:包括工装本体,所述工装本体包括一块工装底板与一块工装立板,所述工装底板底端安装有定位结构,所述工装立板螺纹安装在所述工装底板上,所述工装立板顶端安装有定位块,所述工装立板上对称安装有两组工件夹持结构,所述工件夹持结构安装有固定件;
2.根据权利要求1所述的曲轴配重孔工装,其特征在于:所述定位结构包括定位槽,所述定位槽通过所述内六角螺钉固定安装有定位键。
3.根据权利要求1所述的曲轴配重孔工装,其特征在于:所述固定件包括卡紧螺栓,所述卡紧螺栓上安装有固定压板,所述卡紧螺栓贯穿所述工装立板,所述卡紧螺栓穿过所述工装立板部分安装有锁紧螺母。
4.根据权利要求3所述的曲轴配重孔工装,其特征在于:所述卡紧螺栓上安装有夹紧螺母,所述夹紧螺母上一体成型有夹紧螺母手柄。
5.根据权利要求3所述的曲轴配重孔工装,其特征在于:所述固定压板两端一体成型有突出垫块,所述突出垫块为柔软橡胶材质。
技术总结
该曲轴配重孔工装,包括工装本体,工装本体包括一块工装底板与一块工装立板,工装底板底端安装有定位结构,工装立板螺纹安装在工装底板上,工装立板顶端安装有定位块,工装立板上对称安装有两组工件夹持结构,工件夹持结构安装有固定件,通过定位块与限位销的调整针对不同型号的曲轴进行夹持固定,工装立板上安装的夹持结构中V形块的设计能对曲轴起到更好的夹持固定作用,外部加设的固定件通过卡紧螺丝横向对待钻孔的曲轴进行固定,有效的增加了曲轴固定的稳定性,能准确确定钻孔位置,且安装方便,便于人员操作,大大提升后续配重孔钻孔精度与钻孔效率。
技术研发人员:任浩天,王涛,郭聪,李杰,邓文强,杜飞翔
受保护的技术使用者:葫芦岛莲花山铸造有限公司
技术研发日:20230202
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!