一种铣刀装刀测量套的制作方法
本技术涉及铣刀热缩装刀领域,特别是涉及一种铣刀装刀测量套。
背景技术:
1、目前,随着机加工领域的发展,轮毂加工工艺也随之提升,就目前行业情况而言,提效安全为必然趋势。现轮毂加工行业,铣刀换刀往往采用热缩的方式,热缩换刀通常采用提前测绘手动放入的方式,往往存在较大误差,导致装刀后需要花费较多的时间重新对刀,甚至重新扫描成品导致设备稼动率下降,且在热缩换刀时手需要接触高温的铣刀刀刃处,存在烫伤割伤的风险,同时因为热缩冷却时间不确定,若提前松手往往导致铣刀掉入刀柄,致使刀柄和铣刀报废。
2、为了克服手动换刀的定位不准以及人员接触尖锐高温的铣刀尖端的问题,采用精准定位,刀头入保护套,隔绝刀头热量的方式提供了一种铣刀装刀测量套。
技术实现思路
1、本实用新型的目的是提供一种铣刀装刀测量套,以解决现有技术存在的问题,可实现铣刀安装长度的精确测量并阻隔铣刀安装时的热量。
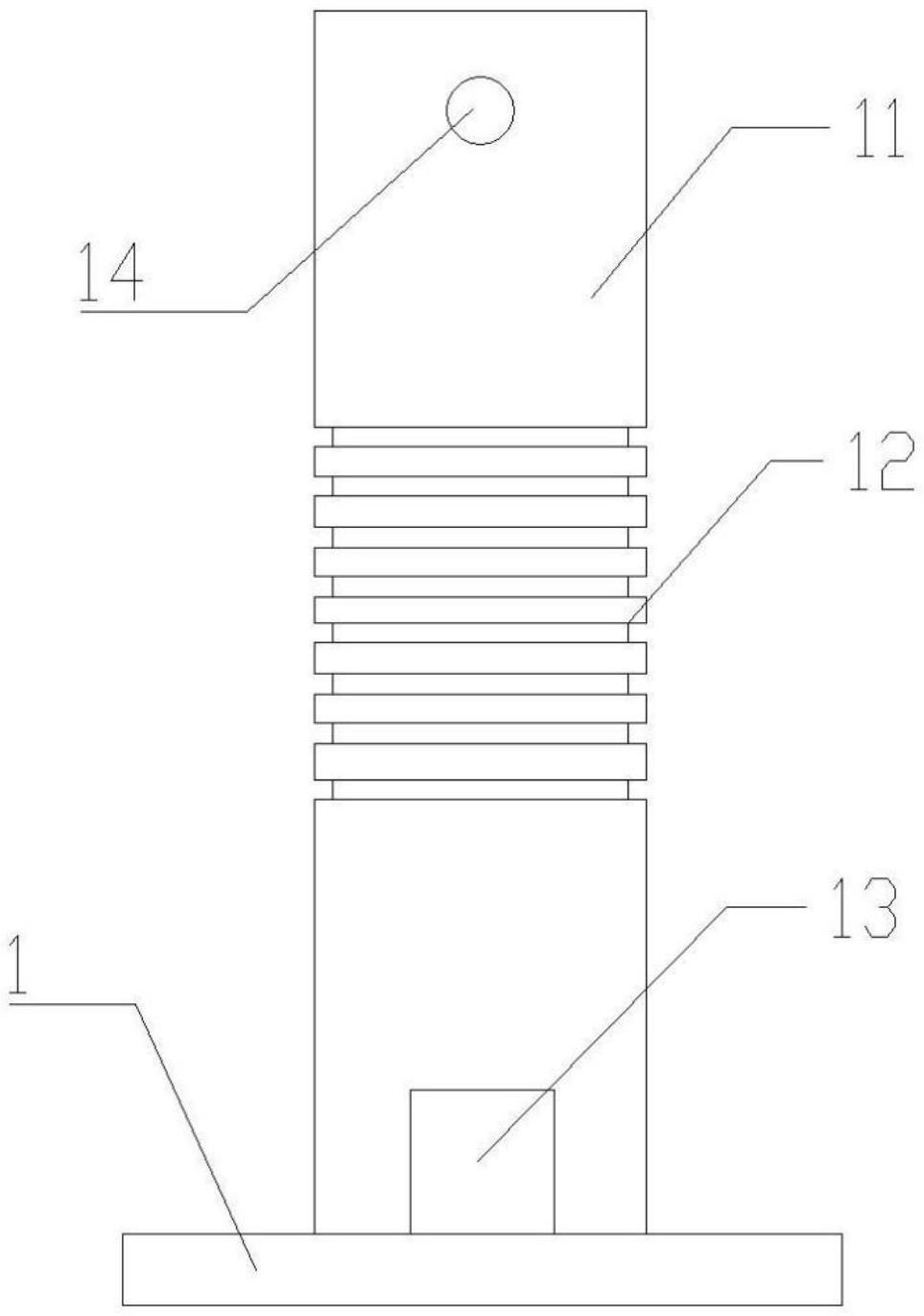
2、为实现上述目的,本实用新型提供了如下方案:本实用新型提供一种铣刀装刀测量套,包括:内套、外套和微调旋钮;所述内套包括底座;所述底座上固接有套筒的一端;所述套筒另一端开口,中部开设有粗定位模块;所述外套内壁底部设有锁紧模块;所述粗定位模块和所述锁紧模块卡接;所述微调旋钮与所述外套侧壁顶部活动连接;铣刀刀头穿过所述微调旋钮、外套和套筒与所述底座端面接触;所述外套侧壁竖向刻有第一刻度;所述微调旋钮侧壁周向刻有第二刻度;所述套筒侧壁开设有定位孔;所述定位孔位于所述粗定位模块上方;所述定位孔螺纹连接有紧固螺丝;所述紧固螺丝与铣刀抵接;所述外套侧壁开设有容纳腔;所述紧固螺丝螺丝头位于所述容纳腔内。
3、进一步的,所述粗定位模块由若干等距开设的凹槽组成;所述锁紧模块为凸块;所述凸块与所述凹槽形状尺寸相对应;相邻两所述凸块间隙等于相邻两所述凹槽间隙;若干所述凸块对应卡入若干所述凹槽中;
4、进一步的,所述外套内腔和所述套筒侧壁直径相同;所述外套侧壁内侧和所述套筒侧壁间隙配合。
5、进一步的,所述凹槽至少设置有四个;所述凸块设有两个。
6、进一步的,所述外套侧壁顶部开设有微调螺纹;所述微调旋钮和所述微调螺纹螺纹连接。
7、进一步的,所述外套侧壁刻有定位标记;所述定位标记位于所述微调螺纹和所述容纳腔中间。
8、进一步的,所述外套由两个半圆柱套组成;所述半圆柱套两侧固接有两个卡扣;一个所述半圆柱套上的所述卡扣与另一个所述半圆柱套上对应的所述卡扣通过螺钉连接;
9、进一步的,所述定位标记、容纳腔和第一刻度位于其中一个所述半圆柱套上。
10、进一步的,所述凹槽和所述凸块厚度为1.5mm;相邻两所述凹槽间隔为2mm。
11、进一步的,所述微调螺纹螺距为0.5mm;所述微调螺纹总长度为5mm;第二刻度50等分,分度值为0.01mm。
12、进一步的,所述套筒和所述底座连接端侧面开设有观察窗。
13、本实用新型公开了以下技术效果:
14、本实用新型的测量套内部光滑度较高且与铣刀精密配合,长度确定,避免人为接触铣刀尖端,同时以刀头为基准面,设置合适的装刀长度并固定,外部增加一个隔绝套与内套减少接触面积,避免热量过多地流入与人手接触位置,减少烫伤风险。
技术特征:
1.一种铣刀装刀测量套,用于铣刀装刀长度的测量,其特征在于,包括:内套、外套(2)和微调旋钮(3);所述内套包括底座(1);所述底座(1)上固接有套筒(11)的一端;所述套筒(11)另一端开口,中部开设有粗定位模块(12);所述外套(2)内壁底部设有锁紧模块(21);所述粗定位模块(12)和所述锁紧模块(21)卡接;所述微调旋钮(3)与所述外套(2)侧壁顶部活动连接;铣刀刀头穿过所述微调旋钮(3)、外套(2)和套筒(11)与所述底座(1)端面接触;所述外套(2)侧壁竖向刻有第一刻度;所述微调旋钮(3)侧壁周向刻有第二刻度;所述套筒(11)侧壁开设有定位孔(14);所述定位孔(14)位于所述粗定位模块(12)上方;所述定位孔(14)螺纹连接有紧固螺丝;所述紧固螺丝与铣刀抵接;所述外套(2)侧壁开设有容纳腔(23);所述紧固螺丝螺丝头位于所述容纳腔(23)内。
2.根据权利要求1所述的一种铣刀装刀测量套,其特征在于,所述粗定位模块(12)由若干等距开设的凹槽组成;所述锁紧模块(21)为凸块;所述凸块与所述凹槽形状尺寸相对应;相邻两所述凸块间隙等于相邻两所述凹槽间隙;若干所述凸块对应卡入若干所述凹槽中;
3.根据权利要求2所述的一种铣刀装刀测量套,其特征在于,所述凹槽至少设置有四个;所述凸块设有两个。
4.根据权利要求3所述的一种铣刀装刀测量套,其特征在于,所述外套(2)侧壁顶部开设有微调螺纹(22);所述微调旋钮(3)和所述微调螺纹(22)螺纹连接。
5.根据权利要求4所述的一种铣刀装刀测量套,其特征在于,所述外套(2)侧壁刻有定位标记(25);所述定位标记(25)位于所述微调螺纹(22)和所述容纳腔(23)中间。
6.根据权利要求5所述的一种铣刀装刀测量套,其特征在于,所述外套(2)由两个半圆柱套组成;所述半圆柱套两侧固接有两个卡扣(24);一个所述半圆柱套上的所述卡扣(24)与另一个所述半圆柱套上对应的所述卡扣(24)通过螺钉连接;
7.根据权利要求3所述的一种铣刀装刀测量套,其特征在于,所述凹槽和所述凸块厚度为1.5mm;相邻两所述凹槽间隔为2mm。
8.根据权利要求4所述的一种铣刀装刀测量套,其特征在于,所述微调螺纹(22)螺距为0.5mm;所述微调螺纹(22)总长度为5mm。
9.根据权利要求1所述的一种铣刀装刀测量套,其特征在于,所述套筒(11)和所述底座(1)连接端侧面开设有观察窗(13)。
技术总结
本技术公开一种铣刀装刀测量套,主要由内套、外套和微调旋钮配合而成。内套上开设有粗调定位槽,外套内安装有与粗调定位槽配合的凸块,外套顶部固接有第二螺纹,与微调旋钮内的第一螺纹配合。通过将铣刀插入内套内,由紧固螺丝固定;再使外套与内套配合的位置,调节微调旋钮使测量套整体调节至需要铣刀加工的长度后,在将铣刀露出的部分装入刀柄内,此时刀柄与微调旋钮接触,即可实现装刀长度的精确测量及安装,装刀过程中避免热量过多地流入与人手接触位置,减少烫伤风险。
技术研发人员:李峰,刘欢,陈思,蔡鹏克,王松,任松松,王红宾,张天阳
受保护的技术使用者:保定立中东安轻合金部件制造有限公司
技术研发日:20230202
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!