一种导向套制坯模顶出装置的制作方法
本技术涉及导向套锻造领域,具体的说,涉及了一种导向套制坯模顶出装置。
背景技术:
1、导向套是液压缸、液压支架立柱上的重要部件,其能够起到支撑和保证活塞杆和缸筒同轴度的作用,导向套与活塞杆表面既要紧密接触又要动作灵活,同时要承受住外部载荷对活塞杆形成的横向力、弯曲力及振动等。导向套是一种台阶环套件,现有台阶环套件的精锻工艺是采用棒材作为原材料,通过加热—敦粗—制坯—冲孔—辗扩成型,多道工序才能最终成型。这种生产方式具有生产工序繁琐、设备动能消耗大、生产效率低、生产成本高的缺点。
技术实现思路
1、本实用新型的目的是针对现有技术的不足,从而提供一种设计科学、可减少生产工序、提高生产效率、实用性强的导向套制坯模顶出装置。
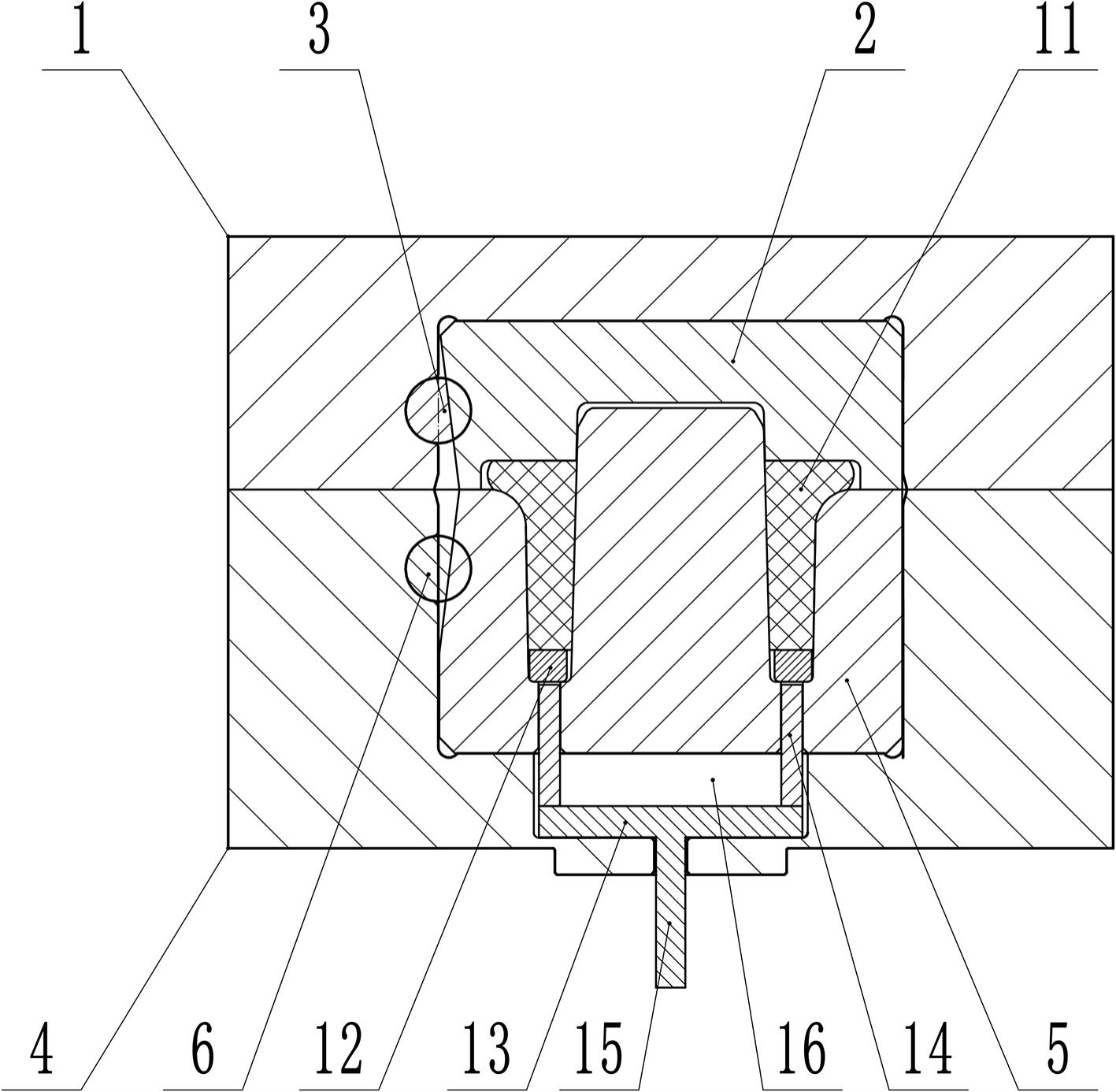
2、为了实现上述目的,本实用新型所采用的技术方案是:一种导向套制坯模顶出装置,包括上模组件和下模组件,所述上模组件包括上模体、上模和上楔块,所述上模体底部开设有上模槽,所述上模通过所述上楔块卡装在所述上模槽内;所述下模组件包括下模体、下模和下楔块,所述下模体顶部开设有下模槽,所述下模通过所述下楔块卡装在所述下模槽内;所述上模底部中心开设有圆柱状凹槽和围设在所述圆柱状凹槽周围的环形压平型腔,所述下模中心设置有圆柱状凸起和围设在所述圆柱状凸起周围的筒状型腔,所述圆柱状凸起顶部与所述圆柱状凹槽吻合,所述环形压平型腔外径大于所述筒状型腔的外径设置,所述筒状型腔的底部设置有坯料顶出机构。
3、基于上述,所述坯料顶出机构包括上顶出垫、下顶出垫、多根顶杆和驱动杆,所述上顶出垫铺设在所述筒状型腔底部,所述筒状型腔底壁对应每根所述顶杆分别开设有通孔,所述顶杆的两端分别连接所述上顶出垫和所述下顶出垫,所述下模体对应所述下顶出垫开设有升降槽道,所述驱动杆的顶端连接所述下顶出垫中心,所述驱动杆底端伸出所述升降槽道设置。
4、基于上述,所述上顶出垫呈环形,所述下顶出垫呈十字形。
5、基于上述,所述筒状型腔入口处呈平滑扩口状。
6、本实用新型相对现有技术具有实质性特点和进步,具体的说,本实用新型利用所述下模中的筒状型腔能够直接对管材原料挤压成型,利用所述上模中的环形压平型腔能够将管材的顶端压平,实现对管材的直接制坯,制坯完成后,通过所述坯料顶出机构将制好的坯料从模具中顶出来,最后辗扩成型即可,能够从管材直接制备导向套,相比传统工艺省略了墩粗和冲孔的步骤,其具有设计科学、可减少生产工序、提高生产效率、实用性强的优点。
技术特征:
1.一种导向套制坯模顶出装置,其特征在于:包括上模组件和下模组件,所述上模组件包括上模体、上模和上楔块,所述上模体底部开设有上模槽,所述上模通过所述上楔块卡装在所述上模槽内;所述下模组件包括下模体、下模和下楔块,所述下模体顶部开设有下模槽,所述下模通过所述下楔块卡装在所述下模槽内;所述上模底部中心开设有圆柱状凹槽和围设在所述圆柱状凹槽周围的环形压平型腔,所述下模中心设置有圆柱状凸起和围设在所述圆柱状凸起周围的筒状型腔,所述圆柱状凸起顶部与所述圆柱状凹槽吻合,所述环形压平型腔外径大于所述筒状型腔的外径设置,所述筒状型腔的底部设置有坯料顶出机构。
2.根据权利要求1所述的导向套制坯模顶出装置,其特征在于:所述坯料顶出机构包括上顶出垫、下顶出垫、多根顶杆和驱动杆,所述上顶出垫铺设在所述筒状型腔底部,所述筒状型腔底壁对应每根所述顶杆分别开设有通孔,所述顶杆的两端分别连接所述上顶出垫和所述下顶出垫,所述下模体对应所述下顶出垫开设有升降槽道,所述驱动杆的顶端连接所述下顶出垫中心,所述驱动杆底端伸出所述升降槽道设置。
3.根据权利要求2所述的导向套制坯模顶出装置,其特征在于:所述上顶出垫呈环形,所述下顶出垫呈十字形。
4.根据权利要求1-3任一项所述的导向套制坯模顶出装置,其特征在于:所述筒状型腔入口处呈平滑扩口状。
技术总结
本技术提供了一种导向套制坯模顶出装置,包括上模组件和下模组件,所述上模组件包括上模体、上模和上楔块,所述上模体底部开设有上模槽,所述上模通过所述上楔块卡装在所述上模槽内;所述下模组件包括下模体、下模和下楔块,所述下模体顶部开设有下模槽,所述下模通过所述下楔块卡装在所述下模槽内;所述上模底部中心开设有圆柱状凹槽和围设在所述圆柱状凹槽周围的环形压平型腔,所述下模中心设置有圆柱状凸起和围设在所述圆柱状凸起周围的筒状型腔,所述圆柱状凸起顶部与所述圆柱状凹槽吻合,所述环形压平型腔外径大于所述筒状型腔的外径设置,所述筒状型腔的底部设置有坯料顶出机构。
技术研发人员:苏昂,侯潇峰,许慧杰,陈长征,孙远航,闫永杰,游小刚
受保护的技术使用者:郑州煤机格林材料科技有限公司
技术研发日:20230117
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!