冲孔倒角翻孔系统的制作方法
本技术涉及机械加工,尤其涉及一种冲孔倒角翻孔系统。
背景技术:
1、图1是一种轴承垫片的结构示意图,该轴齿垫片的中心设有翻孔,内部攻牙,目前此类零件冲压工艺如1.预冲孔2.倒角3.翻孔,三个工艺完成,需要制造三套模具匹配三台冲压机,制造费用高,生产效率慢,零件制造成本上升,为降低成本,提高效率,需要设计一套机构能一次实现冲孔倒角和翻孔三个功能。并且,在加工过程中,由于翻孔呈圆形,其周向边缘具有一定弧度,三套模具依次加工时容易造成翻孔呈不规则的椭圆。
技术实现思路
1、本实用新型的目的在于提供一种冲孔倒角翻孔系统,以解决工序繁杂、需要多模具加工且容易造成翻孔形状不标准的问题。
2、为达此目的,本实用新型采用以下技术方案:
3、一种冲孔倒角翻孔系统,用于加工垫片,所述系统包括:
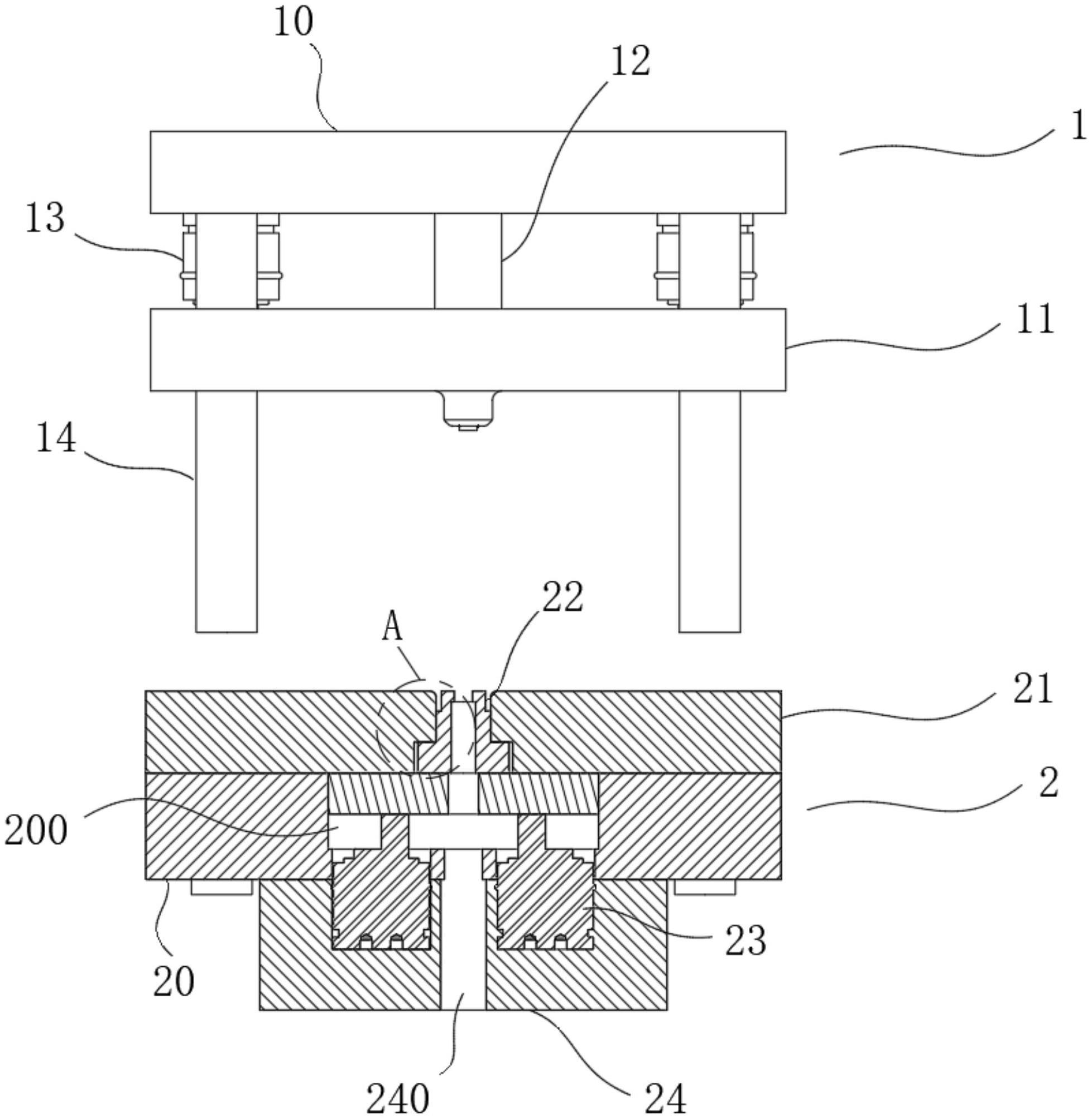
4、上模装置,包括上压板和冲头,所述冲头贯穿所述上压板并可沿竖直方向运动;以及
5、下模装置,包括下压板和凹模,所述下压板设有位于所述冲头正下方的第一通道,所述凹模位于所述第一通道内并可相对所述下压板沿竖直方向运动;其中:
6、所述冲头从上到下依次设有冲头主体、翻边部和冲孔部,所述冲头主体的直径大于所述翻边部的直径并在两者连接处设有第一弧面,所述翻边部的直径大于所述冲孔部的直径且小于所述第一通道的直径,所述第一通道的上端环设有第二弧面。
7、作为优选,所述下压板和凹模之间设有沿竖直方向配合的台阶面;
8、所述凹模向上抵紧所述下压板时,两者的上表面沿水平方向平齐。
9、作为优选,所述凹模设有沿竖直方向贯穿延伸的第一卸料孔,所述第一卸料孔与所述冲孔部同轴布置。
10、作为优选,所述第一通道的内径与所述翻边部的直径之差不小于所述垫片的厚度。
11、作为优选,所述翻边部的下端环设有第三弧面。
12、作为优选,所述上模装置还包括:
13、上模座,设置在所述上压板的上方,所述冲头的上端连接所述上模座;以及
14、上弹性件,连接在所述上模座和上压板之间,所述上弹性件可沿竖直方向弹性伸缩。
15、作为优选,所述上模装置还包括导向杆,所述导向杆的一端连接所述上模座,所述导向杆的另一端沿竖直方向依次贯穿所述上压板和所述下压板。
16、作为优选,所述下模装置还包括:
17、下模座,用于支撑所述下压板,所述下模座内设有连通所述第一通道的第一空腔,所述凹模可向下移动至所述第一空腔中;以及
18、下弹性件,部分设置在所述第一空腔中,所述下弹性件具有弹性势能以对所述凹模提供向上的弹力。
19、作为优选,所述下模装置还包括:
20、固定座,用于固定所述下弹性件的另一部分,且所述固定座还支撑所述下模座。
21、作为优选,所述固定座设有沿竖直方向贯穿延伸的第二卸料孔;
22、所述第二卸料孔连通所述第一空腔并与所述第一卸料孔同轴。
23、本实用新型的有益效果:上压板和下压板用于压紧固定垫片,冲头从上到下依次设有冲头主体、翻边部和冲孔部,冲头主体的直径大于翻边部的直径并在两者连接处设有第一弧面,翻边部的直径大于冲孔部的直径且小于第一通道的直径,第一通道的上端环设有第二弧面,冲孔部位于最下端且直径最小,用于对垫片打孔,打孔后冲头继续下降,翻边部对垫片进行翻边,且第一弧面和第二弧面的夹紧作用使翻边成型为圆弧状。减少了模具套数,降低了生成成本,减少了生产工序,提高了生产效率。
技术特征:
1.一种冲孔倒角翻孔系统,用于加工垫片(300),其特征在于,所述系统包括:
2.根据权利要求1所述的冲孔倒角翻孔系统,其特征在于,所述下压板(21)和凹模(22)之间设有沿竖直方向配合的台阶面;
3.根据权利要求2所述的冲孔倒角翻孔系统,其特征在于,所述凹模(22)设有沿竖直方向贯穿延伸的第一卸料孔(220),所述第一卸料孔(220)与所述冲孔部(123)同轴布置。
4.根据权利要求1所述的冲孔倒角翻孔系统,其特征在于,所述第一通道(210)的内径与所述翻边部(122)的直径之差不小于所述垫片(300)的厚度。
5.根据权利要求4所述的冲孔倒角翻孔系统,其特征在于,所述翻边部(122)的下端环设有第三弧面(125)。
6.根据权利要求1所述的冲孔倒角翻孔系统,其特征在于,所述上模装置(1)还包括:
7.根据权利要求6所述的冲孔倒角翻孔系统,其特征在于,所述上模装置(1)还包括导向杆(14),所述导向杆(14)的一端连接所述上模座(10),所述导向杆(14)的另一端沿竖直方向依次贯穿所述上压板(11)和所述下压板(21)。
8.根据权利要求3所述的冲孔倒角翻孔系统,其特征在于,所述下模装置(2)还包括:
9.根据权利要求8所述的冲孔倒角翻孔系统,其特征在于,所述下模装置(2)还包括:
10.根据权利要求9所述的冲孔倒角翻孔系统,其特征在于,所述固定座(24)设有沿竖直方向贯穿延伸的第二卸料孔(240);
技术总结
本技术属于机械加工技术领域,公开了一种冲孔倒角翻孔系统,用于加工垫片,系统包括:上模装置,包括上压板和冲头,冲头贯穿上压板并可沿竖直方向运动;下模装置,包括下压板和凹模,下压板设有第一通道,凹模位于第一通道内并可相对下压板沿竖直方向运动;冲头从上到下依次设有冲头主体、翻边部和冲孔部,冲头主体的直径大于翻边部的直径并在两者连接处设有第一弧面,翻边部的直径大于冲孔部的直径且小于第一通道的直径,第一通道的上端环设有第二弧面。减少了模具套数,降低了生成成本,减少了生产工序,提高了生产效率。
技术研发人员:田业,杨金刚,陈自亮,张振营,李杨,杨雷,周小科,龚欢,代中青,陈兵
受保护的技术使用者:武汉神风模具制造有限公司
技术研发日:20230116
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!