一种支管自拔三通局部加热成型装置的制作方法
本技术涉及三通加热,具体为一种支管自拔三通局部加热成型装置。
背景技术:
1、管道中广泛应用三通管件,可通过拔制集合管在一根主管上通过冷拔制或热拔制工艺,加工制造出若干支口,进而形成三通管件。拔制集合管与焊接集合管相比,避免了主管与支管台的直接焊接,减少了焊缝数量,不存在角焊缝应力集中问题,最大限度的降低了焊接质量隐患。但是,传统的三通在锻制时,支管处容易发生形变,并且后期脱模困难。因此,本领域技术人员提供了一种支管自拔三通局部加热成型装置,以解决上述背景技术中提出的问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种支管自拔三通局部加热成型装置,以解决上述背景技术中提出的问题。
3、(二)技术方案
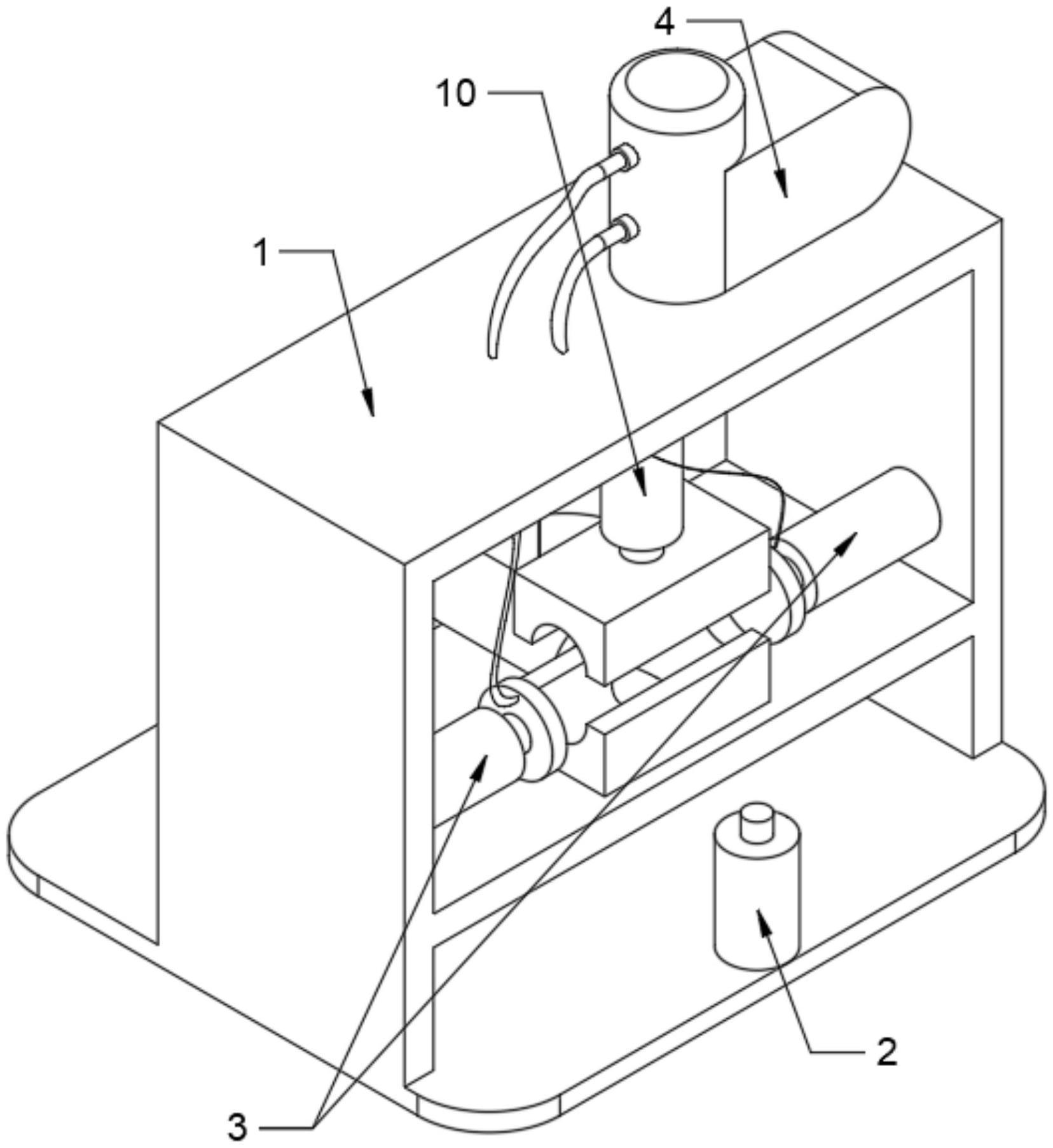
4、为实现上述目的,本实用新型提供如下技术方案:一种支管自拔三通局部加热成型装置,包括固定座,所述固定座两侧内壁上安装有第二液压杆,两个所述第二液压杆之间设置有下模具,所述下模具上方设置有上模具,所述固定座顶部安装有气泵,所述气泵的输出端与第二液压杆的抵压端连通,所述下模具下侧开设有支管槽,所述下模具内部设置有电加热丝,所述下模具后侧安装有第三液压杆,第三液压杆与固定座固定安装。
5、优选的,所述固定座后侧安装有电源,所述电源与电加热丝电性连接,所述固定座前侧安装有第一液压杆,所述第一液压杆的输出端端贯穿支管槽。
6、优选的,所述上模具上侧安装有第四液压杆,所述上模具通过第四液压杆与固定座连接,所述上模具与下模具之间设置有管具,所述管具两端与第二液压杆的输出端抵压接触,两侧的第二液压杆抵压端处连通气泵对管道主体内注入气压,避免管道压制时,产生形变。
7、(三)有益效果
8、与现有技术相比,本实用新型提供了一种支管自拔三通局部加热成型装置,具备以下有益效果:
9、通过设计,固定内设置有上模具以及下模具,其在下模具内开设有直管槽,且管道主体在进入模具后,两侧的第二液压杆抵压端处连通气泵对管道主体内注入气压,避免管道压制时,产生形变,进一步的,上下两侧的模具内设置电源加热丝,以便管道成型,并且设置有第一液压杆,当第三液压杆将下模具抵出后,由第一液压杆对其成型三通管进行抵出,取模快捷方便。
技术特征:
1.一种支管自拔三通局部加热成型装置,其特征在于:包括固定座(1),所述固定座(1)两侧内壁上安装有第二液压杆(3),两个所述第二液压杆(3)之间设置有下模具(6),所述下模具(6)上方设置有上模具(9),所述固定座(1)顶部安装有气泵(4),所述气泵(4)的输出端与第二液压杆(3)的抵压端连通,所述下模具(6)下侧开设有支管槽(7),所述下模具(6)内部设置有电加热丝(8)。
2.根据权利要求1所述的一种支管自拔三通局部加热成型装置,其特征在于:所述下模具(6)后侧安装有第三液压杆(5),第三液压杆(5)与固定座(1)固定安装。
3.根据权利要求1所述的一种支管自拔三通局部加热成型装置,其特征在于:所述固定座(1)后侧安装有电源(11),所述电源(11)与电加热丝(8)电性连接。
4.根据权利要求1所述的一种支管自拔三通局部加热成型装置,其特征在于:所述固定座(1)前侧安装有第一液压杆(2),所述第一液压杆(2)的输出端端贯穿支管槽(7)。
5.根据权利要求1所述的一种支管自拔三通局部加热成型装置,其特征在于:所述上模具(9)上侧安装有第四液压杆(10),所述上模具(9)通过第四液压杆(10)与固定座(1)连接。
6.根据权利要求1所述的一种支管自拔三通局部加热成型装置,其特征在于:所述上模具(9)与下模具(6)之间设置有管具,所述管具两端与第二液压杆(3)的输出端抵压接触。
技术总结
本技术涉及技术领域,且公开了一种支管自拔三通局部加热成型装置,包括固定座,所述固定座两侧内壁上安装有第二液压杆,两个所述第二液压杆之间设置有下模具,所述下模具上方设置有上模具,所述固定座顶部安装有气泵,所述气泵的输出端与第二液压杆的抵压端连通。通过设计,固定内设置有上模具以及下模具,其在下模具内开设有直管槽,且管道主体在进入模具后,两侧的第二液压杆抵压端处连通气泵对管道主体内注入气压,避免管道压制时,产生形变,进一步的,上下两侧的模具内设置电源加热丝,以便管道成型,并且设置有第一液压杆,当第三液压杆将下模具抵出后,由第一液压杆对其成型三通管进行抵出,取模快捷方便。
技术研发人员:高砚松,高峰,高文兴,程万林,张智博,李维民,阚万涛,刘建宇
受保护的技术使用者:河北亚都管道装备集团有限公司
技术研发日:20230206
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!