一种轴承座的压销装置的制作方法
本技术涉及压缩机组装,尤其涉及一种轴承座的压销装置。
背景技术:
1、由于新能源汽车市场日趋火爆,电动涡旋空调压缩机行业也是一路看好,进而对电动空调压缩机的生产效率、产品质量提出了更高的要求。该设备是该品种压缩机诸多组装工序的中的其中一种,以往的装配方式,该工序销钉和产品为人工上料。人工将轴承座放入定位组件后,再把销钉工装板套入轴承座上,随后将颗销钉依次套入销钉工装板,最后人工启动手动压力机将销钉依次压入轴承座内。完成压装后,将销钉工装板和产品依次取出。人为操作工艺繁琐,劳动强度较大,生产效率低,存在改善的空间;
2、中国专利号cn201921617896.2公开了一种轴承座压销工装,可以在轴承座上精准定位,完成压销工装,实现对生产效率的大幅度提升,但是仍然需要人工压入。
技术实现思路
1、本实用新型目的是提供一种电动汽车压缩机的轴承座自动压销设备,已解决上述问题。
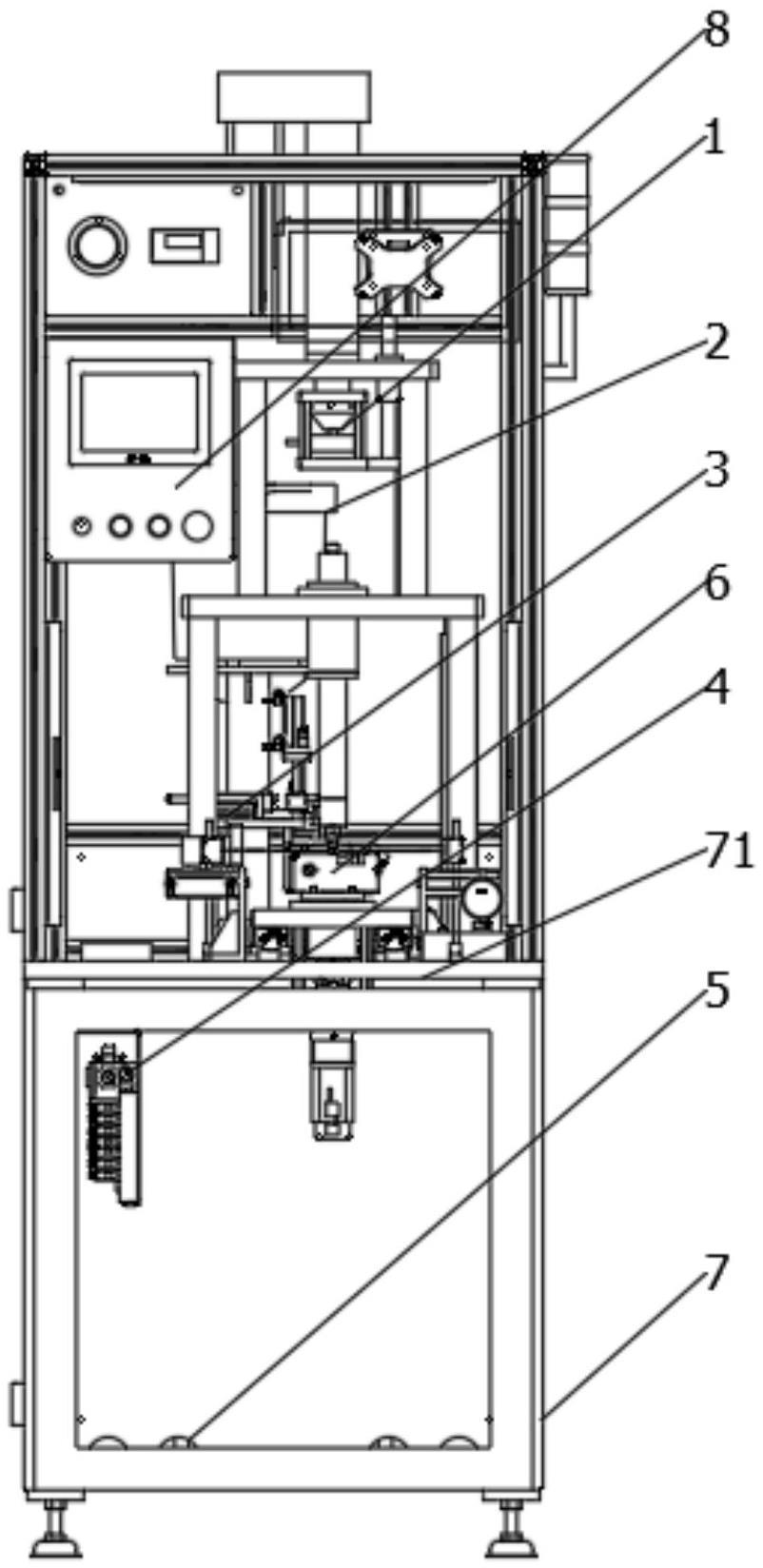
2、本实用新型解决技术问题采用如下技术方案:一种轴承座的压销装置,包括压机组件、销钉振动装置、自动喂钉组件、气控装置、电控装置;所述压机组件设置在自动喂钉组件的上方,所述销钉振动装置与自动喂钉组件连接,所述气控装置及电控装置均设置在自动喂钉组件的下方,所述气控装置用于驱动自动喂钉组件,所述电控装置分别与压机组件、销钉振动装置、自动喂钉组件及气控装置电连连接;所述销钉振动装置可将置于其内的销钉经振动后运输至自动喂钉组件上,所述自动喂钉组件可将销钉自动推入设定位置。
3、可选的,还包括轴承座定位组件,可将待压轴承座定位安装在所述轴承座定位组件上,所述轴承座定位组件可带动待压轴承座平行移动至设定位置。
4、可选的,所述压机组件包括压机、浮动头、压力传感器、过渡杆、导向组件、压机支撑架;所述压机底部连接浮动头,所述浮动头底部连接压力传感器,所述压力传感器底部连接过渡杆,所述过渡杆底端设有压头,所述压机连接在压机支撑架上,所述导向组件安装在压机支撑架上,所述过渡杆穿过导向组件连接在压机支撑架上。
5、可选的,所述压机支撑架包括顶板、横板、多个支撑腿,所述顶板下端面通过四个支撑腿连接在横板上,所述横板下端面连接四个支撑腿;
6、所述压机连接在顶板上,所述导向组件安装在横板上,所述过渡杆通过导向组件穿过横板。
7、可选的,所述自动喂钉组件包括竖直气缸、过度接头、顶针、销钉料道、传感器、销钉缓存孔、缓冲器、滑台气缸、滑台支撑板,所述竖直气缸固定设置在滑台支撑板上方,所述竖直气缸通过过度接头连接顶针于远离滑台气缸一侧,所述滑台气缸连接在滑台支撑板顶面上,所述滑台气缸接近竖直气缸一侧设置销钉料道,所述传感器连接在销钉料道上,所述销钉缓存孔设置在顶针的正下方,所述滑台支撑板的下端面连接缓冲器。
8、可选的,所述轴承座定位组件包括定位组件、轴承座、承载组件、轴连器、伺服电机、滑轨、推拉气缸,所述轴承座的顶端连接承载组件,所述轴承座的底端连接轴连器,所述轴连器的底端连接伺服电机,所述伺服电机固定连接在承载组件上,所述轴连器安装在承载组件内,所述轴承座连接在承载组件上,所述承载组件可滑动连接在滑轨上,所述承载组件与推拉气缸连接。
9、可选的,所述承载组件包括滑块、两个滑槽、安装框架,所述安装框架与滑槽均连接在滑块的底面上,所述滑槽设置在安装框架的外部;
10、所述伺服电机上连接有减速机,所述伺服电机通过减速机固定连接在安装框架上,所述轴连器通过减速机连接伺服电机,所述轴承座穿过滑块安装在安装框架上。
11、可选的,所述定位组件包括吊环螺栓、销钉工装板、齿轮组、固定块、弹簧扣,所述吊环螺栓连接在销钉工装板顶面上,所述销钉工装板底面连接齿轮组,所述齿轮组底端连接轴承座,所述齿轮组安装在固定块内,所述弹簧扣轴连接在固定块侧面上,所述弹簧扣的一端与销钉工装板连接。
12、可选的,还包括外框架,所述压机组件、销钉振动装置、自动喂钉组件、轴承座定位组件、气控装置、电控装置均安装在外框架内,所述外框架内设有横板,所述销钉振动装置、自动喂钉组件、轴承座定位组件均连接在横板顶面上,所述气控装置、电控装置设置在横板下方。
13、可选的,还包括控制器,所述控制器分别与压机组件、销钉振动装置、自动喂钉组件、轴承座定位组件、气控装置、电控装置电连连接。
14、本实用新型具有如下有益效果:通过合理的结构设计,将以往多台设备、多工序的生产模式整合到一台设备,减少了操作人员重复性工作时间、降低了操作人员工作强度、提高了生产效率;通过该设备整合后,实现了销钉自动上料以及销钉自动压装,降低了劳动强度,提高了生产效率及产品质量,并使该设备具备满足离线和在线的条件。
技术特征:
1.一种轴承座的压销装置,其特征在于,包括压机组件、销钉振动装置、自动喂钉组件、气控装置、电控装置;所述压机组件设置在自动喂钉组件的上方,所述销钉振动装置与自动喂钉组件连接,所述气控装置及电控装置均设置在自动喂钉组件的下方,所述气控装置用于驱动自动喂钉组件,所述电控装置分别与压机组件、销钉振动装置、自动喂钉组件及气控装置电连连接;所述销钉振动装置可将置于其内的销钉经振动后运输至自动喂钉组件上,所述自动喂钉组件可将销钉自动推入设定位置。
2.根据权利要求1所述的轴承座的压销装置,其特征在于,还包括轴承座定位组件,可将待压轴承座定位安装在所述轴承座定位组件上,所述轴承座定位组件可带动待压轴承座平行移动至设定位置。
3.根据权利要求1所述的轴承座的压销装置,其特征在于,所述压机组件包括压机、浮动头、压力传感器、过渡杆、导向组件、压机支撑架;所述压机底部连接浮动头,所述浮动头底部连接压力传感器,所述压力传感器底部连接过渡杆,所述过渡杆底端设有压头,所述压机连接在压机支撑架上,所述导向组件安装在压机支撑架上,所述过渡杆穿过导向组件连接在压机支撑架上。
4.根据权利要求3所述的轴承座的压销装置,其特征在于,所述压机支撑架包括顶板、横板、多个支撑腿,所述顶板下端面通过四个支撑腿连接在横板上,所述横板下端面连接四个支撑腿;
5.根据权利要求1所述的轴承座的压销装置,其特征在于,所述自动喂钉组件包括竖直气缸、过度接头、顶针、销钉料道、传感器、销钉缓存孔、缓冲器、滑台气缸、滑台支撑板,所述竖直气缸固定设置在滑台支撑板上方,所述竖直气缸通过过度接头连接顶针于远离滑台气缸一侧,所述滑台气缸连接在滑台支撑板顶面上,所述滑台气缸接近竖直气缸一侧设置销钉料道,所述传感器连接在销钉料道上,所述销钉缓存孔设置在顶针的正下方,所述滑台支撑板的下端面连接缓冲器。
6.根据权利要求2所述的轴承座的压销装置,其特征在于,所述轴承座定位组件包括定位组件、轴承座、承载组件、轴连器、伺服电机、滑轨、推拉气缸,所述轴承座的顶端连接承载组件,所述轴承座的底端连接轴连器,所述轴连器的底端连接伺服电机,所述伺服电机固定连接在承载组件上,所述轴连器安装在承载组件内,所述轴承座连接在承载组件上,所述承载组件可滑动连接在滑轨上,所述承载组件与推拉气缸连接。
7.根据权利要求6所述的轴承座的压销装置,其特征在于,所述承载组件包括滑块、两个滑槽、安装框架,所述安装框架与滑槽均连接在滑块的底面上,所述滑槽设置在安装框架的外部;
8.根据权利要求6所述的轴承座的压销装置,其特征在于,所述定位组件包括吊环螺栓、销钉工装板、齿轮组、固定块、弹簧扣,所述吊环螺栓连接在销钉工装板顶面上,所述销钉工装板底面连接齿轮组,所述齿轮组底端连接轴承座,所述齿轮组安装在固定块内,所述弹簧扣轴连接在固定块侧面上,所述弹簧扣的一端与销钉工装板连接。
9.根据权利要求1-8任一项所述的轴承座的压销装置,其特征在于,还包括外框架,所述压机组件、销钉振动装置、自动喂钉组件、轴承座定位组件、气控装置、电控装置均安装在外框架内,所述外框架内设有横板,所述销钉振动装置、自动喂钉组件、轴承座定位组件均连接在横板顶面上,所述气控装置、电控装置设置在横板下方。
10.根据权利要求9所述的轴承座的压销装置,其特征在于,还包括控制器,所述控制器分别与压机组件、销钉振动装置、自动喂钉组件、轴承座定位组件、气控装置、电控装置电连连接。
技术总结
本技术公开了一种轴承座的压销装置,包括压机组件、销钉振动装置、自动喂钉组件、气控装置、电控装置;所述压机组件设置在自动喂钉组件的上方,所述销钉振动装置与自动喂钉组件连接,所述气控装置及电控装置均设置在自动喂钉组件的下方,所述气控装置用于驱动自动喂钉组件,所述电控装置分别与压机组件、销钉振动装置、自动喂钉组件及气控装置电连连接;所述销钉振动装置可将置于其内的销钉经振动后运输至自动喂钉组件上,所述自动喂钉组件可将销钉自动推入设定位置;通过合理的结构设计,将以往多台设备、多工序的生产模式整合到一台设备,减少了操作人员重复性工作时间、降低了操作人员工作强度、提高了生产效率。
技术研发人员:高峰
受保护的技术使用者:上海圃丰自动化科技有限公司
技术研发日:20230210
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!