折弯成形装置的制作方法
本技术涉及反应堆压力容器制造,特别涉及一种辐照监督管的半槽壳的折弯成形装置。
背景技术:
1、辐照监督管是反应堆辐照监督的关键部件,监督管包括半槽壳,半槽壳是其关键零部件,半槽壳的成型十分重要,半槽壳各面之间的垂直度、内折弯角和外折弯角要求较高,传统的拉伸成型工艺无法满足其要求。
技术实现思路
1、本实用新型的目的在于提供一种折弯成形装置,用以解决辐照监督管的半槽壳冲压成型困难的问题。
2、为了实现上述目的,本实用新型采取了以下技术方案。
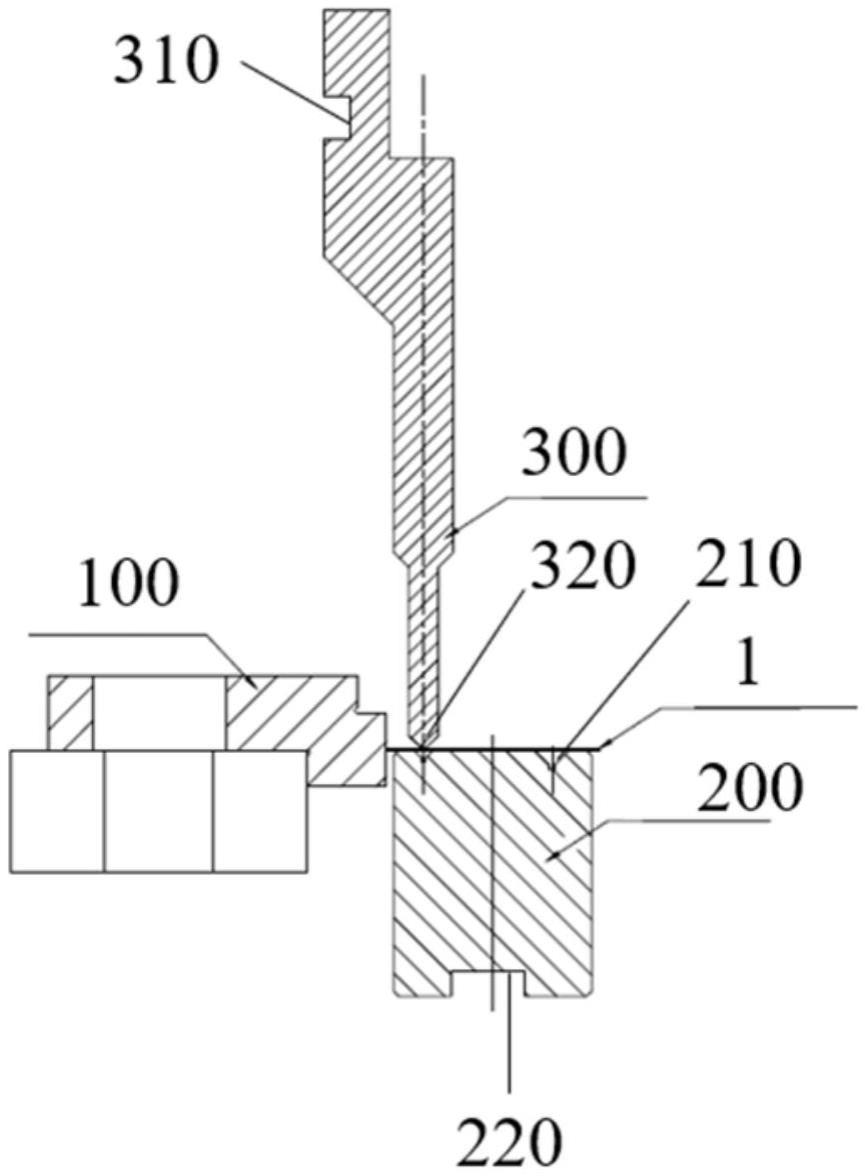
3、本实用新型提供一种折弯成形装置,用于半槽壳的成形,包括:定位机构、相对设置的凹模和凸模;所述凹模朝向所述凸模的一侧开设有v形槽,所述凹模远离所述凸模的一侧开设有第一凹槽;所述凸模远离所述凹模的一侧设置有第二凹槽;所述凸模靠近所述凹模的一侧设置有v形凸起;所述定位机构包括前端面,所述前端面朝向所述凹模和所述凸模设置。
4、在一些实施例中,所述凹模还设置有退刀槽,所述退刀槽设置于所述v形槽背离所述凸模的一端,所述退刀槽与所述v形槽相连通。
5、在一些实施例中,所述v形槽的直线度小于等于0.01mm。
6、在一些实施例中,所述v形槽的角度范围为86°~88°。
7、在一些实施例中,所述v形凸起在沿所述凸模长度方向的横截面上具有圆角,所述圆角的圆角值范围为r0.2~r0.3。
8、在一些实施例中,所述前端面的直线度小于等于0.01mm。
9、在一些实施例中,所述v形槽、所述v形凸起、所述前端面之间的平行度均小于等于0.015mm。
10、在一些实施例中,所述半槽壳具有内折弯角和外折弯角,所述内折弯角和所述外折弯角均包括圆角,所述内折弯角的圆角值小于等于r0.7,所述外折弯角的圆角值小于等于r0.4。
11、在一些实施例中,所述半槽壳长度方向上的直线度小于等于0.5mm。
12、在一些实施例中,所述半槽壳具有高度h和宽度w,满足:h=12.85mm~13.00mm,w=30.3mm~30.6mm。
13、本申请的折弯成形装置有益效果是:该折弯成形装置包括定位机构、相对设置的凹模和凸模,凹模朝向凸模的一侧开设v形槽,凹模远离凸模的一侧开设第一凹槽,利用第一凹槽实现对凹模的定位和锁紧;凸模远离凹模的一侧设置有第二凹槽,利用第二凹槽实现对凸模的定位和锁紧;凸模靠近凹模的一侧设置有v形凸起;利用v形凸起与v形槽的对位,用于对板材进行折弯以形成半槽壳;定位机构包括前端面,前端面朝向凹模和凸模设置,利用前端面实现对板材的推动定位,从而该折弯成形装置通过定位机构实现对板材的定位,利用凸模实现折弯和限位,实现半槽壳的弯曲成形,满足半槽壳的尺寸和公差要求,对板材进行折弯时,定位机构、凸模和凹模联动配合,实现对半槽壳的宽度、高度和垂直度的控制。
技术特征:
1.一种折弯成形装置,用于半槽壳(400)的成形,其特征在于,包括:定位机构(100)、相对设置的凹模(200)和凸模(300);
2.根据权利要求1所述的折弯成形装置,其特征在于,所述凹模(200)还设置有退刀槽(211),所述退刀槽(211)设置于所述v形槽(210)背离所述凸模(300)的一端,所述退刀槽(211)与所述v形槽(210)相连通。
3.根据权利要求1所述的折弯成形装置,其特征在于,所述v形槽(210)的直线度小于等于0.01mm。
4.根据权利要求1所述的折弯成形装置,其特征在于,所述v形槽(210)的角度范围为86°~88°。
5.根据权利要求1所述的折弯成形装置,其特征在于,所述v形凸起(320)在沿所述凸模(300)长度方向的横截面上具有圆角(321),所述圆角(321)的圆角值范围为r0.2~r0.3。
6.根据权利要求1所述的折弯成形装置,其特征在于,所述前端面(110)的直线度小于等于0.01mm。
7.根据权利要求1所述的折弯成形装置,其特征在于,所述v形槽(210)、所述v形凸起(320)、所述前端面(110)之间的平行度均小于等于0.015mm。
8.根据权利要求1所述的折弯成形装置,其特征在于,所述半槽壳(400)具有内折弯角(401)和外折弯角(402),所述内折弯角(401)和所述外折弯角(402)均包括圆角,所述内折弯角(401)的圆角值小于等于r0.7,所述外折弯角(402)的圆角值小于等于r0.4。
9.根据权利要求1所述的折弯成形装置,其特征在于,所述半槽壳(400)长度方向上的直线度小于等于0.5mm。
10.根据权利要求1所述的折弯成形装置,其特征在于,所述半槽壳(400)具有高度h和宽度w,满足:h=12.85mm~13.00mm,w=30.3mm~30.6mm。
技术总结
本申请公开了一种折弯成形装置,用于半槽壳的成形,折弯成形装置包括:定位机构、相对设置的凹模和凸模;凹模朝向凸模的一侧开设有V形槽,凹模远离凸模的一侧开设有第一凹槽;凸模远离凹模的一侧设置有第二凹槽;凸模靠近凹模的一侧设置有V形凸起;定位机构包括前端面,前端面朝向凹模和凸模设置。该折弯成形装置,利用前端面实现对板材的定位,利用V形凸起与V形槽对位以对板材进行折弯从而形成半槽壳,实现对半槽壳的尺寸和公差要求的控制。
技术研发人员:辛正高,许洪朋,胡晨辉,蒋恩,郭宝超,徐杰
受保护的技术使用者:上海第一机床厂有限公司
技术研发日:20230210
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!