左右旋铣刀的制作方法
本技术涉及铣刀,具体为左右旋铣刀。
背景技术:
1、随着电子产品和家具行业的不断发展,各类电子产品以及家具用品更新换代也越来越快,所以对电子产品和家具用品制造过程中所使用的刀具的性能要求也随之提高。现阶段人们要求铣刀,既要满足对软质金属材料,例如铝和铝塑材料的切削加工。
2、且随着高速切削技术的发展,高速铣削是一个非常复杂的切削过程,随着机床转速的逐渐提高。
3、经检索,公开号为:cn203390279u的中国实用新型专利,公开了一种整体硬质合金左右螺旋复合铣刀,包括刀柄和设置在所述刀柄上的切削刃,所述切削刃包括右螺旋切削刃和左螺旋切削刃,所述右螺旋切削刃和所述左螺旋切削刃的切削方向相同。在加工工件过程中,铣刀前端的右螺旋切削刃旋转进入材料时,在待加工材料上会产生的一个朝向铣刀后端的作用力,如果加工材料为复合层材料或者贴面的板材,这个作用力就有可能会将各个复合层拉裂或者损坏复合层材料;当左螺旋切削刃进入材料时,会对材料产生一个朝向铣刀前端的作用力,与右螺旋切削刃产生的作用力相抵消,从而避免了复合材料的复合层被拉裂或者损坏的危险。
4、但是,目前传统的铣刀在进行3c电子配件,高速切削加工时,铣刀的刚性、加工效率和刀具的动平衡问题无法满足高速加工的要求,且加工过程中铣刀的排屑慢,加工后容易出现毛刺,增加了后续处理工序。
技术实现思路
1、本实用新型的目的在于提供左右旋铣刀,以解决上述背景技术中提出的现有的铣刀在高速加工不平稳、排屑慢容易出现毛刺的问题。
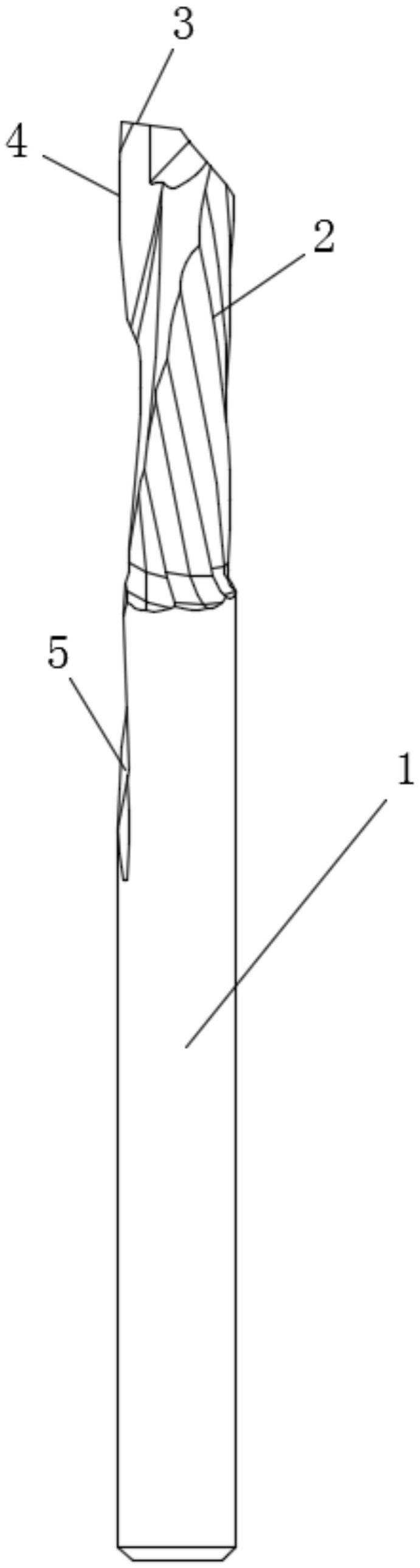
2、为实现上述目的,本实用新型提供如下技术方案:左右旋铣刀,包括刀柄部和切削部,所述刀柄部一端加工有切削部,所述切削部周向设有右旋切削刃和左旋切削刃,所述切削部端部设有前端刃,所述右旋切削刃和左旋切削刃的切削方向相同,所述右旋切削刃呈周向多层排布,所述右旋切削刃之间形成有第二排屑槽。
3、进一步的,所述左旋切削刃之间形成有第一排屑槽。
4、进一步的,所述右旋切削刃端部和第一排屑槽端部之间形成有后角。
5、进一步的,所述第一排屑槽底端延伸至刀柄部外侧,所述第二排屑槽底端位于刀柄部与切削部的过渡部位。
6、进一步的,所述右旋切削刃的螺旋角为25°-30°,所述左旋切削刃的螺旋角为15°-20°。
7、进一步的,所述刀柄部和切削部为超细微粒硬质合金。
8、与现有技术相比,本实用新型的有益效果是:
9、本实用新型通过设置的右旋切削刃、左旋切削刃,将铣刀分左右两种旋向,右旋切削刃具有较大的螺旋角,具有很强的切削力,排屑强,左旋切削刃减少了螺旋角,减少毛刺产生,双向螺旋角的切削刃产生频率不同的脉冲信号,减小了刀具的颤振,满足高速加工的要求,提高加工使用寿命。
技术特征:
1.左右旋铣刀,包括刀柄部(1)和切削部,其特征在于:所述刀柄部一端加工有切削部,所述切削部周向设有右旋切削刃(2)和左旋切削刃(4),所述切削部端部设有前端刃(3),所述右旋切削刃(2)和左旋切削刃(4)的切削方向相同,所述右旋切削刃(2)呈周向多层排布,所述右旋切削刃(2)之间形成有第二排屑槽(6)。
2.根据权利要求1所述的左右旋铣刀,其特征在于:所述左旋切削刃(4)之间形成有第一排屑槽(5)。
3.根据权利要求2所述的左右旋铣刀,其特征在于:所述右旋切削刃(2)端部和第一排屑槽(5)端部之间形成有后角(7)。
4.根据权利要求2所述的左右旋铣刀,其特征在于:所述第一排屑槽(5)底端延伸至刀柄部(1)外侧,所述第二排屑槽(6)底端位于刀柄部(1)与切削部的过渡部位。
5.根据权利要求1所述的左右旋铣刀,其特征在于:所述右旋切削刃(2)的螺旋角为25°-30°,所述左旋切削刃(4)的螺旋角为15°-20°。
技术总结
本技术涉及铣刀技术领域,公开了左右旋铣刀,包括刀柄部和切削部,所述刀柄部一端加工有切削部,所述切削部周向设有右旋切削刃和左旋切削刃,所述切削部端部设有前端刃,所述右旋切削刃和左旋切削刃的切削方向相同,所述右旋切削刃呈周向多层排布,所述右旋切削刃之间形成有第二排屑槽,本技术将铣刀分左右两种旋向,右旋切削刃具有较大的螺旋角,具有很强的切削力,排屑强,左旋切削刃减少了螺旋角,减少毛刺产生,双向螺旋角的切削刃产生频率不同的脉冲信号,减小了刀具的颤振,满足高速加工的要求,提高加工使用寿命。
技术研发人员:黄小华,刘诚
受保护的技术使用者:深圳市皇准科技有限公司
技术研发日:20230214
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!