一种冲压装置的制作方法
本技术涉及船舶板件的冲压,尤其涉及一种冲压装置。
背景技术:
1、随冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。
2、船舶的部分板件在加工的过程中需要打孔,但是这些板件厚度太厚,直接打孔会导致打孔头消耗速度极快,从而让这些板件先冲压在进行打孔,用于降低打孔的成本。然而在通过起吊装置将这些厚度太厚的板件在冲压的过程中放置在冲压底座上后,冲压第一个孔完成后,在冲压第二个孔的过程中板件难以移动,从而让板件在冲压底座上移动的过程中需要再次使用起吊装置,从而让每台冲压设备都需要配套一台起吊装置,从而让资源浪费严重。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在通过起吊装置将这些厚度太厚的板件在冲压的过程中放置在冲压底座上后,冲压第一个孔完成后,在冲压第二个孔的过程中板件难以移动,从而让板件在冲压底座上移动的过程中需要再次使用起吊装置的缺点,而提出的一种冲压装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、设计一种冲压装置,包括冲压底座、冲压组件,所述冲压组件设置在所述冲压底座上,所述冲压底座上设置有板件,所述板件两侧的所述冲压底座上设置有夹紧机构,所述夹紧机构底部的所述冲压底座上设置有移动机构;
4、所述移动机构包括开设在所述冲压底座上的两个第一凹槽,两个所述第一凹槽之间对称设置,两个所述第一凹槽内的冲压底座上通过轴承安装有螺纹杆,两个所述第一凹槽内的螺纹杆上均螺纹连接有移动块,两个所述移动块与两个所述夹紧机构之间均设置有连接机构。
5、优选的,所述连接机构包括安装在移动块上的固定杆,所述固定杆开设为u字形,所述螺纹杆与固定杆之间存在间隔,所述冲压底座外侧的所述固定杆上安装有连接板,所述夹紧机构设置在所述连接板上。
6、优选的,所述夹紧机构包括安装在所述连接板上的连接条,所述连接条上螺纹连接有第一长杆,所述第一长杆一端抵接在所述板件上。
7、优选的,所述第一长杆靠近所述板件一端通过轴承安装有挤压板,所述挤压板靠近所述连接条一侧安装有第二长杆,所述第二长杆贯穿所述连接条。
8、优选的,还包括开设在冲压底座上的第二凹槽,所述第二凹槽位于两个所述第一凹槽之间,所述第二凹槽内的螺纹杆上设置有驱动机构。
9、优选的,所述驱动机构包括安装在第二凹槽处的伺服电机,所述伺服电机的输出轴上安装有第一锥齿轮,所述第二凹槽内的螺纹杆上安装有第二锥齿轮,所述第一锥齿轮与所述第二锥齿轮相啮合。
10、本实用新型提出的一种冲压装置,有益效果在于:该一种冲压装置通过夹紧机构让板件完成冲压的过程中板件不会移动或者乱晃,从而避免板件在冲压底座上移动的危险情况发生;通过移动机构让冲压底座顶部的板件可以单方向移动,从而让板件同一直线上另一个位置进行冲压,从而让一台起吊装置可以配置使用多台冲压设备,从而提高冲压设备的利用效率。
技术特征:
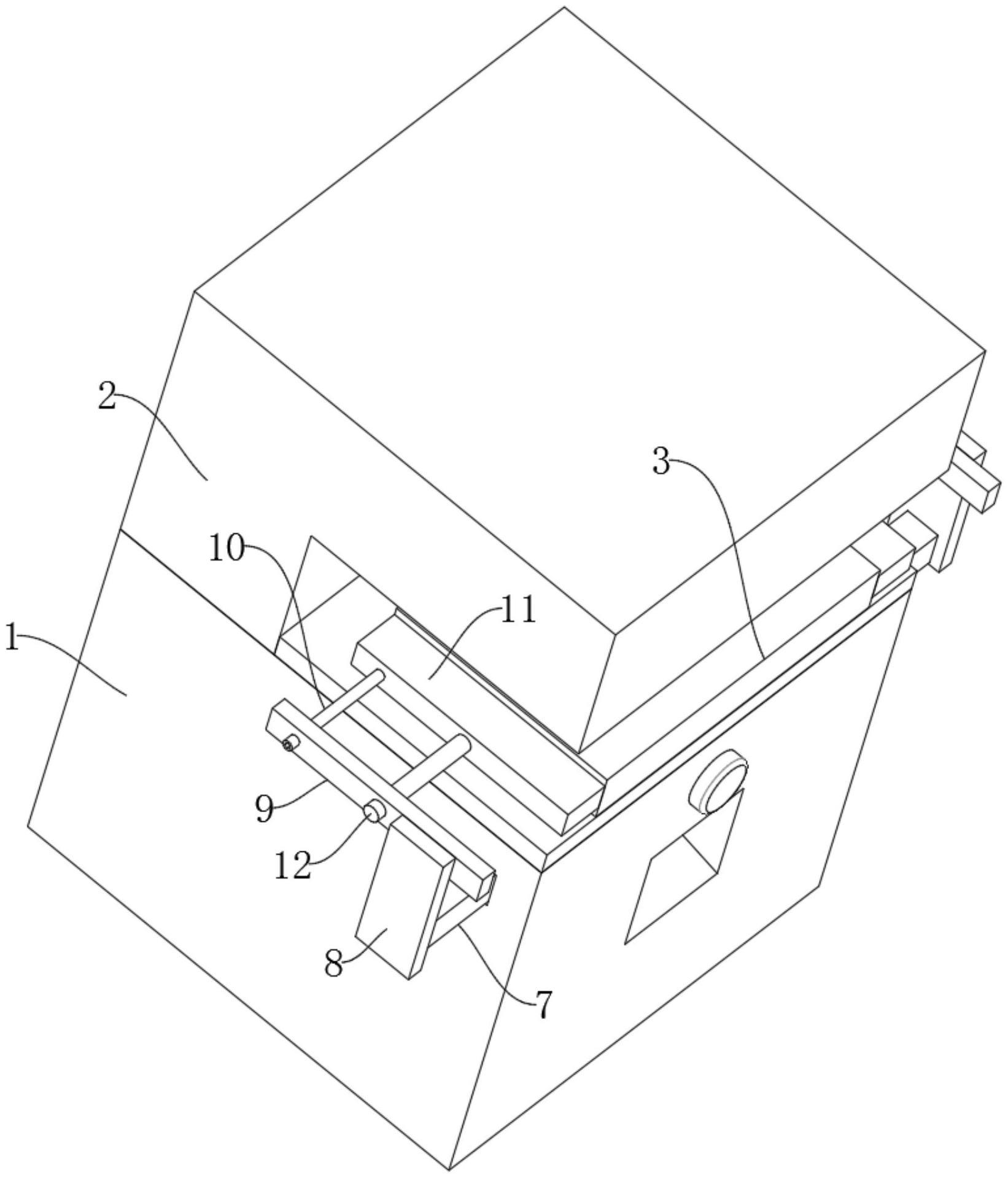
1.一种冲压装置,包括冲压底座(1),其特征在于,所述冲压底座(1)上设置有板件(3),所述板件(3)两侧的所述冲压底座(1)上设置有夹紧机构,所述夹紧机构底部的所述冲压底座(1)上设置有移动机构;
2.根据权利要求1所述的冲压装置,其特征在于,所述连接机构包括安装在移动块(6)上的固定杆(7),所述固定杆(7)开设为u字形,所述螺纹杆(5)与固定杆(7)之间存在间隔,所述冲压底座(1)外侧的所述固定杆(7)上安装有连接板(8),所述夹紧机构设置在所述连接板(8)上。
3.根据权利要求2所述的冲压装置,其特征在于,所述夹紧机构包括安装在所述连接板(8)上的连接条(9),所述连接条(9)上螺纹连接有第一长杆(10),所述第一长杆(10)一端抵接在所述板件(3)上。
4.根据权利要求3所述的冲压装置,其特征在于,所述第一长杆(10)靠近所述板件(3)一端通过轴承安装有挤压板(11),所述挤压板(11)靠近所述连接条(9)一侧安装有第二长杆(12),所述第二长杆(12)贯穿所述连接条(9)。
5.根据权利要求1所述的冲压装置,其特征在于,还包括开设在冲压底座(1)上的第二凹槽(13),所述第二凹槽(13)位于两个所述第一凹槽(4)之间,所述第二凹槽(13)内的螺纹杆(5)上设置有驱动机构。
6.根据权利要求5所述的冲压装置,其特征在于,所述驱动机构包括安装在第二凹槽(13)处的伺服电机(14),所述伺服电机(14)的输出轴上安装有第一锥齿轮(15),所述第二凹槽(13)内的螺纹杆(5)上安装有第二锥齿轮(16),所述第一锥齿轮(15)与所述第二锥齿轮(16)相啮合。
技术总结
本技术涉及船舶板件的冲压技术领域,尤其是一种冲压装置,包括冲压底座、冲压组件,冲压组件设置在冲压底座上,冲压底座上设置有板件,板件两侧的冲压底座上设置有夹紧机构,夹紧机构底部的冲压底座上设置有移动机构;移动机构包括开设在冲压底座上的两个第一凹槽,两个第一凹槽之间对称设置,两个第一凹槽内的冲压底座上通过轴承安装有螺纹杆,两个第一凹槽内的螺纹杆上均螺纹连接有移动块,两个移动块与两个夹紧机构之间均设置有连接机构。该装置具有很高的实用价值,值得推广。
技术研发人员:朱国清,覃启胜,胡兆华,朱燕,秦启华
受保护的技术使用者:宜昌鑫汇船舶修造有限公司
技术研发日:20230214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!