一种可多点定位的铝材冲压成型装置的制作方法
本技术涉及铝材冲压成型,具体为一种可多点定位的铝材冲压成型装置。
背景技术:
1、铝材由铝和其它合金元素制造的制品,通常是先加工成铸造品、锻造品以及箔、板、带、管、棒、型材等后,再经冷弯、锯切、钻孔、拼装、上色等工序而制成,主要金属元素是铝,在加上一些合金元素,提高铝材的性能,而在铝材加工成型的过程中需要用到冲压装置。
2、如申请号:cn202121235385.1,本实用新型属于铝材加工技术领域,尤其为一种铝材加工用冲压装置,针对目前市场上铝材加工过程中使用的冲压装置对大小不同的铝材进行固定时十分麻烦,费时费力,且对铝材装夹完成后不便于对其进行位置上的调整,冲压效果较差的问题,现提出如下方案,其包括底座,底座的顶部两侧均固定安装有立板,两个立板的顶部固定安装有同一个顶板,顶板的顶部固定安装有液压缸,液压缸的输出端上固定安装有冲压头,立板的一侧开设有横向孔,两个横向孔内均滑动安装有横板,两个横板相互靠近的一侧均固定安装有夹持板。本实用新型便于对铝材进行快速的装夹固定,并能够在装夹固定后对铝材的位置进行调节,从而保证对于铝材的冲压效果。
3、类似于上述申请的一种铝材加工用冲压装置目前还存在以下不足:
4、市场上的铝材冲压成型装置在使用中,冲压装置对铝材进行加工的过程中会因为定位效果不好,导致铝材位置发生偏移,影响其铝材加工的质量,不方便使用者使用,从而降低了冲压装置的实用性,为此,我们提出一种可多点定位的铝材冲压成型装置。
技术实现思路
1、本实用新型的目的在于提供一种可多点定位的铝材冲压成型装置,以解决上述背景技术中提出的冲压装置对铝材进行加工的过程中会因为定位效果不好,导致铝材位置发生偏移,影响其铝材加工的质量,不方便使用者使用,从而降低了冲压装置的实用性的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种可多点定位的铝材冲压成型装置,包括主体、升降冲压机构、方位转换机构和夹持定位机构,所述主体的中部设置有升降冲压机构,且升降冲压机构的一侧下方设置有方位转换机构,所述方位转换机构的下方设置有夹持定位机构,所述夹持定位机构包括正反丝杆、第三驱动电机、第二螺纹装套、连接件、第二滑动组件、夹持边、固定杆、弹性组件和点位夹持头,且正反丝杆的一端设置有第三驱动电机,所述正反丝杆的中部两侧设置有第二螺纹装套,且第二螺纹装套的一侧固定有连接件,所述连接件的底部设置有第二滑动组件,且连接件的内侧设置有夹持边,所述夹持边的内侧分布有固定杆,且固定杆的端部设置有弹性组件,所述弹性组件的端部设置有点位夹持头。
3、进一步的,所述连接件通过正反丝杆、第三驱动电机与第二螺纹装套和主体构成对位式传动结构,且连接件与第二滑动组件之间为滑动连接。
4、进一步的,所述固定杆沿着夹持边的内侧等距分布,且固定杆、弹性组件与点位夹持头三者之间为多点位减震夹持结构。
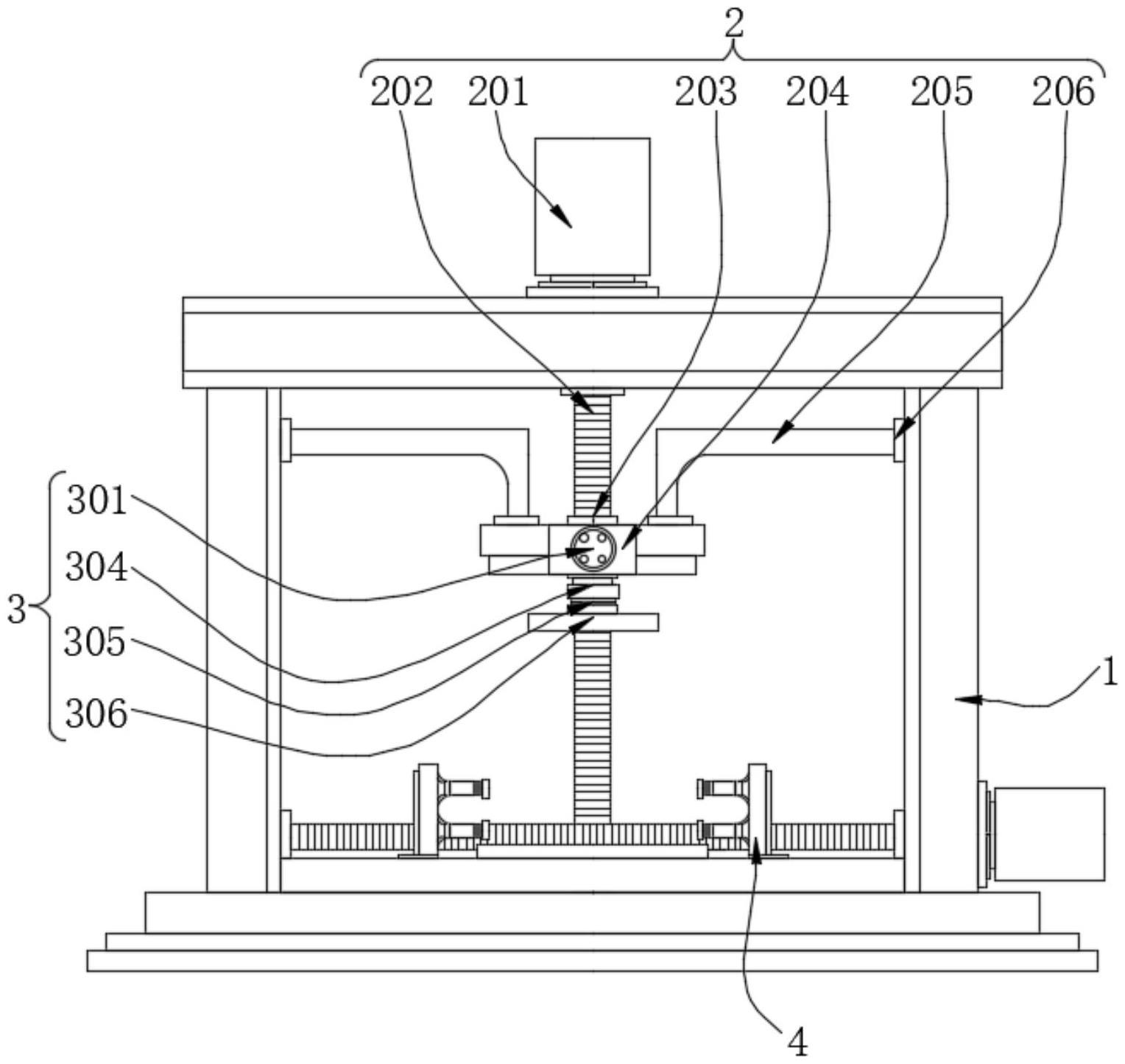
5、进一步的,所述升降冲压机构包括第一驱动电机、传动丝杠、第一螺纹装套、冲压装配架、连接架和第一滑动组件,且第一驱动电机的端部设置有传动丝杠,所述传动丝杠的一侧周边设置有第一螺纹装套,且第一螺纹装套的一侧固定有冲压装配架,所述冲压装配架的两侧设置有连接架,且连接架的端部设置有第一滑动组件。
6、进一步的,所述冲压装配架通过第一驱动电机、传动丝杠、第一螺纹装套、连接架与第一滑动组件和主体构成升降冲压结构,且冲压装配架与连接架两者之间为固定连接。
7、进一步的,所述方位转换机构包括第二驱动电机、传动杆、锥形齿轮组件、连接杆、螺纹组件和冲压件,且第二驱动电机的端部设置有传动杆,所述传动杆的端部装配有锥形齿轮组件,且锥形齿轮组件的中部设置有连接杆,所述连接杆的端部设置有螺纹组件,且螺纹组件的周边装配有冲压件。
8、进一步的,所述冲压件通过第二驱动电机、传动杆、锥形齿轮组件与连接杆构成转动结构,且冲压件、螺纹组件与连接杆三者之间为螺纹连接。
9、与现有技术相比,本实用新型的有益效果是:该可多点定位的铝材冲压成型装置,相对设置的两组夹持边可以利用正反丝杆、第三驱动电机、第二螺纹装套、连接件之间的螺纹传动结构进行对立式的传动作业,此时夹持边内侧所分布的固定杆、弹性组件和点位夹持头同步进行多点式的定位夹压处理,避免加工件在冲压过程中出现位置偏移的同时在面对不同型状加工件时可以尽可能的利用弹性达到适应多点适应性定位夹持。
10、冲压装配架可通过第一驱动电机、传动丝杠、第一螺纹装套等传动部件的联动设置以及连接架和第一滑动组件的限位式保护,可带着下方的方位转换机构中的冲压件进行垂向式的冲压处理作业。
11、而在冲压作业中难免会因为冲压件的角度问题而需要调转其方位,以保证冲压状态的全面性,此时人员可启动第二驱动电机,使其端部所装配的传动杆会带着锥形齿轮组件及连接杆进行转动调整作业,而此时利用螺纹组件与之构成螺纹结构的冲压件则会同步随之进行方位调整作业,以此来满足上述调整性,且螺纹组件的存在也便于人员对冲压件进行更换,满足不同的冲压件和冲压状态。
技术特征:
1.一种可多点定位的铝材冲压成型装置,包括主体(1)、升降冲压机构(2)、方位转换机构(3)和夹持定位机构(4),其特征在于:所述主体(1)的中部设置有升降冲压机构(2),且升降冲压机构(2)的一侧下方设置有方位转换机构(3),所述方位转换机构(3)的下方设置有夹持定位机构(4),所述夹持定位机构(4)包括正反丝杆(401)、第三驱动电机(402)、第二螺纹装套(403)、连接件(404)、第二滑动组件(405)、夹持边(406)、固定杆(407)、弹性组件(408)和点位夹持头(409),且正反丝杆(401)的一端设置有第三驱动电机(402),所述正反丝杆(401)的中部两侧设置有第二螺纹装套(403),且第二螺纹装套(403)的一侧固定有连接件(404),所述连接件(404)的底部设置有第二滑动组件(405),且连接件(404)的内侧设置有夹持边(406),所述夹持边(406)的内侧分布有固定杆(407),且固定杆(407)的端部设置有弹性组件(408),所述弹性组件(408)的端部设置有点位夹持头(409)。
2.根据权利要求1所述的一种可多点定位的铝材冲压成型装置,其特征在于:所述连接件(404)通过正反丝杆(401)、第三驱动电机(402)与第二螺纹装套(403)和主体(1)构成对位式传动结构,且连接件(404)与第二滑动组件(405)之间为滑动连接。
3.根据权利要求1所述的一种可多点定位的铝材冲压成型装置,其特征在于:所述固定杆(407)沿着夹持边(406)的内侧等距分布,且固定杆(407)、弹性组件(408)与点位夹持头(409)三者之间为多点位减震夹持结构。
4.根据权利要求1所述的一种可多点定位的铝材冲压成型装置,其特征在于:所述升降冲压机构(2)包括第一驱动电机(201)、传动丝杠(202)、第一螺纹装套(203)、冲压装配架(204)、连接架(205)和第一滑动组件(206),且第一驱动电机(201)的端部设置有传动丝杠(202),所述传动丝杠(202)的一侧周边设置有第一螺纹装套(203),且第一螺纹装套(203)的一侧固定有冲压装配架(204),所述冲压装配架(204)的两侧设置有连接架(205),且连接架(205)的端部设置有第一滑动组件(206)。
5.根据权利要求4所述的一种可多点定位的铝材冲压成型装置,其特征在于:所述冲压装配架(204)通过第一驱动电机(201)、传动丝杠(202)、第一螺纹装套(203)、连接架(205)与第一滑动组件(206)和主体(1)构成升降冲压结构,且冲压装配架(204)与连接架(205)两者之间为固定连接。
6.根据权利要求1所述的一种可多点定位的铝材冲压成型装置,其特征在于:所述方位转换机构(3)包括第二驱动电机(301)、传动杆(302)、锥形齿轮组件(303)、连接杆(304)、螺纹组件(305)和冲压件(306),且第二驱动电机(301)的端部设置有传动杆(302),所述传动杆(302)的端部装配有锥形齿轮组件(303),且锥形齿轮组件(303)的中部设置有连接杆(304),所述连接杆(304)的端部设置有螺纹组件(305),且螺纹组件(305)的周边装配有冲压件(306)。
7.根据权利要求6所述的一种可多点定位的铝材冲压成型装置,其特征在于:所述冲压件(306)通过第二驱动电机(301)、传动杆(302)、锥形齿轮组件(303)与连接杆(304)构成转动结构,且冲压件(306)、螺纹组件(305)与连接杆(304)三者之间为螺纹连接。
技术总结
本技术公开了一种可多点定位的铝材冲压成型装置,包括主体、升降冲压机构、方位转换机构和夹持定位机构,所述主体的中部设置有升降冲压机构,且升降冲压机构的一侧下方设置有方位转换机构,所述方位转换机构的下方设置有夹持定位机构,所述夹持定位机构包括正反丝杆。该可多点定位的铝材冲压成型装置,相对设置的两组夹持边可以利用正反丝杆、第三驱动电机、第二螺纹装套、连接件之间的螺纹传动结构进行对立式的传动作业,此时夹持边内侧所分布的固定杆、弹性组件和点位夹持头同步进行多点式的定位夹压处理,避免加工件在冲压过程中出现位置偏移的同时在面对不同型状加工件时可以尽可能的利用弹性达到适应多点适应性定位夹持。
技术研发人员:卞毅涛
受保护的技术使用者:杭州小斌铝材有限公司
技术研发日:20230215
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!