接油槽焊接夹具的制作方法
本技术涉及夹具,尤其是涉及接油槽焊接夹具。
背景技术:
1、通常而言,需要在接油槽的下端焊接一个排油管,对于纵截面为三角形、且槽口为大端的接油槽,在焊接横截面为方形的排油管时,难以将排油管准确定位于接油槽的底部。相关技术中,先人工将排油管点焊于接油槽的下端,使排油管与接油槽预固定,再将整体放置于焊接设备中,并对接油槽或排油管中的其中一个夹持固定,再由焊接设备进行满焊处理。如此的方式焊接效率慢,且接油槽与排油管之间的相对位置受人为影响较大,定位不准确,一致性差。
技术实现思路
1、本实用新型的目的在于至少解决现有技术中存在的技术问题之一。为此,本实用新型提供接油槽焊接夹具,能够对接油槽和排油管准确定位,无需预先点焊固定,有利于提高焊接效率和保证产品的一致性。
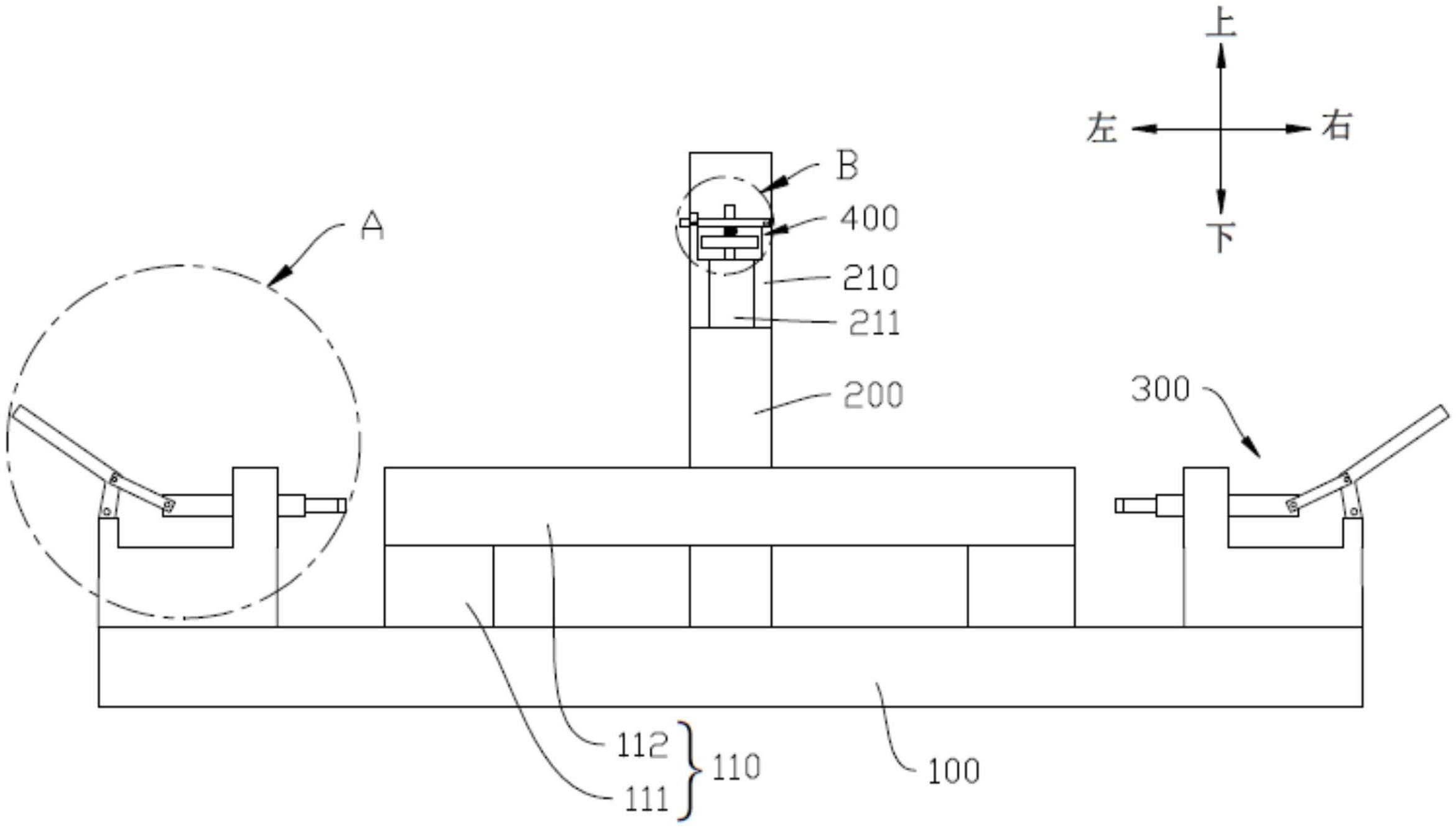
2、根据本实用新型实施例的接油槽焊接夹具,包括:底座,设置有定位台,所述定位台呈长形结构并横向布置,所述定位台的上部的纵截面呈三角形,且小端朝上,所述定位台用于对接油槽定位;支架,安装于所述底座并位于所述定位台的一侧,所述支架设置横向布置的延伸部,所述延伸部的端部设置有定位槽,所述定位槽沿上下方向贯穿并位于所述定位台的上方,所述定位槽与排油管的外形匹配;两个第一压紧机构,分别设于所述定位台沿长度方向的两端,所述第一压紧机构用于将接油槽两端的槽壁抵压于所述定位台;第二压紧机构,安装于所述延伸部,所述第二压紧机构用于将排油管抵压于所述定位台。
3、上述技术方案至少具有如下有益效果:通过在底座设置定位台和设有定位槽的支架,其中定位台的上部的纵截面为三角形,夹持接油槽和排油管时,先将接油槽倒扣在定位台的上部,并通过两个第一压紧机构将接油槽的两个侧壁抵压于定位台,使接油槽固定于定位台,再将排油管竖向放置于定位台的上方,通过定位槽对排油管定位,通过第二压紧机构将排油管抵压于定位台,从而使排油管和接油槽相对定位,定位准确,直接放到焊接设备上即可,无需对排油管和接油槽预先点焊固定,有利于提高生产效率,并保证产品的一致性。
4、根据本实用新型的一些实施例,所述定位台包括基座和定位块,所述基座安装于所述底座,所述定位块的纵截面呈三角形并可拆卸安装于所述基座的上端。
5、根据本实用新型的一些实施例,所述基座的上端设有第一卡接部,所述定位台的下端设有第二卡接部,所述第一卡接部与所述第二卡接部卡接配合。
6、根据本实用新型的一些实施例,所述第一卡接部和所述第二卡接部中,其中一个设置为卡槽,另一个设置为与所述卡槽配合的卡块,自所述卡槽的槽底向槽口的方向,所述卡槽的槽宽递减。
7、根据本实用新型的一些实施例,所述基座和所述定位块中,其中一个设有销孔,另一个螺纹连接有销钉,所述销钉穿设于所述销孔。
8、根据本实用新型的一些实施例,所述第一压紧机构包括固定座、第一压把和压杆,所述固定座安装于所述底座,所述压杆沿所述定位台的长度方向滑动安装于所述固定座,所述第一压把呈折弯状,所述第一压把的一端铰接于所述固定座并位于所述压杆背离所述定位台的一端,所述第一压把与所述压杆通过连接件连接,所述连接件的两端分别与所述第一压把的折弯处和所述压杆的端部铰接,转动所述第一压把能够驱使所述压杆移动。
9、根据本实用新型的一些实施例,所述压杆靠近所述定位台的一端连接有调节杆,所述调节杆的中心线与所述压杆的中心线重合,并且所述调节杆与所述压杆螺纹连接。
10、根据本实用新型的一些实施例,所述调节杆靠近所述定位台的一端设有缓冲部。
11、根据本实用新型的一些实施例,所述第二压紧机构包括第二压把、弹簧和压块,所述第二压把的一端铰接于所述延伸部,所述压块沿上下方向滑动安装于所述延伸部并位于所述定位槽的上方,所述弹簧的两端分别连接于所述第二压把的中部和所述压块,所述延伸部设有卡位,所述第二压把设有与所述卡位配合的限位销,当所述第二压把下压,所述限位销可伸缩移动,所述限位销能够卡接于所述卡位。
12、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.接油槽焊接夹具,其特征在于,包括:
2.根据权利要求1所述的接油槽焊接夹具,其特征在于:所述定位台包括基座和定位块,所述基座安装于所述底座,所述定位块的纵截面呈三角形并可拆卸安装于所述基座的上端。
3.根据权利要求2所述的接油槽焊接夹具,其特征在于:所述基座的上端设有第一卡接部,所述定位台的下端设有第二卡接部,所述第一卡接部与所述第二卡接部卡接配合。
4.根据权利要求3所述的接油槽焊接夹具,其特征在于:所述第一卡接部和所述第二卡接部中,其中一个设置为卡槽,另一个设置为与所述卡槽配合的卡块,自所述卡槽的槽底向槽口的方向,所述卡槽的槽宽递减。
5.根据权利要求3或4所述的接油槽焊接夹具,其特征在于:所述基座和所述定位块中,其中一个设有销孔,另一个螺纹连接有销钉,所述销钉穿设于所述销孔。
6.根据权利要求1所述的接油槽焊接夹具,其特征在于:所述第一压紧机构包括固定座、第一压把和压杆,所述固定座安装于所述底座,所述压杆沿所述定位台的长度方向滑动安装于所述固定座,所述第一压把呈折弯状,所述第一压把的一端铰接于所述固定座并位于所述压杆背离所述定位台的一端,所述第一压把与所述压杆通过连接件连接,所述连接件的两端分别与所述第一压把的折弯处和所述压杆的端部铰接,转动所述第一压把能够驱使所述压杆移动。
7.根据权利要求6所述的接油槽焊接夹具,其特征在于:所述压杆靠近所述定位台的一端连接有调节杆,所述调节杆的中心线与所述压杆的中心线重合,并且所述调节杆与所述压杆螺纹连接。
8.根据权利要求7所述的接油槽焊接夹具,其特征在于:所述调节杆靠近所述定位台的一端设有缓冲部。
9.根据权利要求1所述的接油槽焊接夹具,其特征在于:所述第二压紧机构包括第二压把、弹簧和压块,所述第二压把的一端铰接于所述延伸部,所述压块沿上下方向滑动安装于所述延伸部并位于所述定位槽的上方,所述弹簧的两端分别连接于所述第二压把的中部和所述压块,所述延伸部设有卡位,所述第二压把设有与所述卡位配合的限位销,所述限位销可伸缩移动,当所述第二压把下压,所述限位销能够卡接于所述卡位。
技术总结
本技术公开了接油槽焊接夹具,包括底座、支架、两个第一压紧机构和第二压紧机构,底座设置有定位台,定位台呈长形结构并横向布置,定位台的上部的纵截面呈三角形,且小端朝上;支架安装于底座并位于定位台的一侧,支架设置横向布置的延伸部,延伸部的端部设置有定位槽,定位槽沿上下方向贯穿并位于定位台的上方,定位槽与排油管的外形匹配;两个第一压紧机构分别设于定位台沿长度方向的两端,第一压紧机构用于将接油槽两端的槽壁抵压于定位台;第二压紧机构安装于延伸部,第二压紧机构用于将排油管抵压于定位台。本技术的接油槽焊接夹具能够对接油槽和排油管准确定位,无需预先点焊固定,有利于提高焊接效率和保证产品的一致性。
技术研发人员:谭玉喜,唐伟
受保护的技术使用者:鹤山市极品五金电器有限公司
技术研发日:20230213
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!