一种用于铆枪集成载荷传感器的转接工装的制作方法
本技术属于连接工艺,涉及一种用于铆枪集成载荷传感器的转接工装。
背景技术:
1、在汽车制造、航空航天等领域,对铝合金、钢等材料进行铆接是使用比较普遍的一种连接方式。但其无统一的行业技术标准,各设备厂商的铆接设备控制原理不同,且由于铆枪自身扰度的影响,在实时铆接的过程中,荷载的大小缺乏准确的采集或者校正方式,因此需要在现有铆枪上增加精确荷载传感器,实时采集铆接过程中的荷载变化。而如何更好的将荷载传感器集成在铆枪上,是当前需要解决的技术问题。
技术实现思路
1、本实用新型的目的在于提供一种用于铆枪集成载荷传感器的转接工装,利用本申请所设计的转接工装能够将荷载传感器更好的集成在铆枪上。
2、为达到上述目的,本实用新型所采用的技术方案如下:
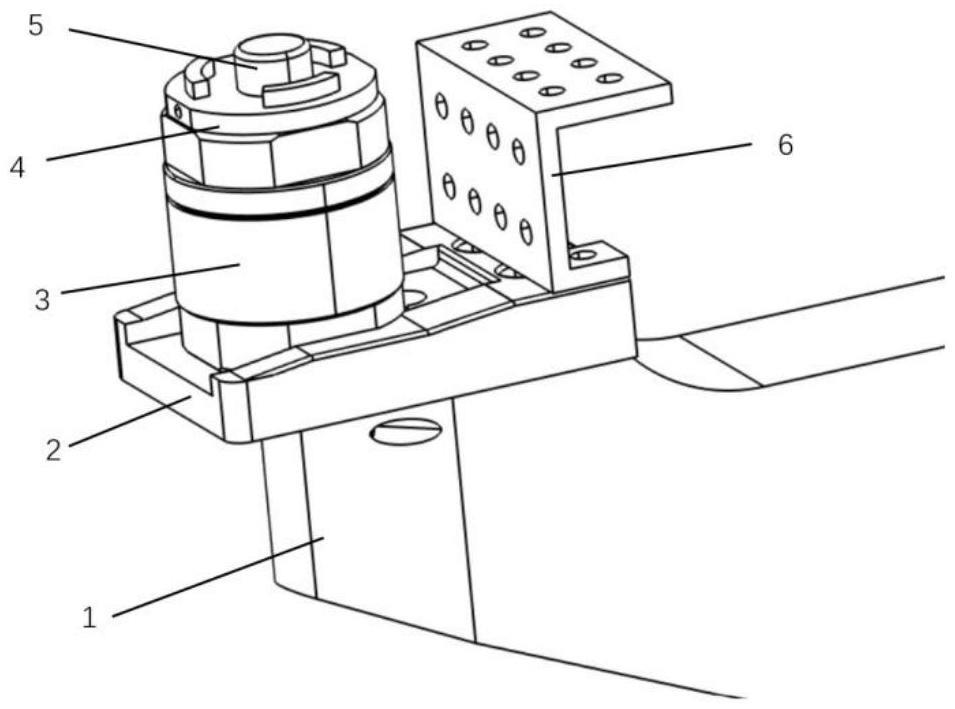
3、一种用于铆枪集成载荷传感器的转接工装,包括:
4、底座,所述底座与铆枪可拆卸连接;
5、可拆卸安装在底座上部的荷载传感器;
6、设置在荷载传感器上部的快切安装块;快切安装块与荷载传感器之间可拆卸连接,所述快切安装块的中心部位沿竖直方向开设中央通孔;
7、可拆卸安装在中央通孔中的铆模。
8、进一步,所述底座的底部设置定位杆,所述定位杆与铆枪可拆卸连接。
9、进一步,在底座的上表面开设有安装槽,所述安装槽内设置防倾导杆,防倾导杆与荷载传感器的底部安装孔之间间隙配合。
10、进一步,环防倾导杆在底座上开设多个第一沉头孔,紧固螺栓通过该沉头孔将荷载传感器的底部与底座之间可拆卸连接。
11、进一步,快切安装块的底部设置螺纹杆,螺纹杆与荷载传感器顶部的安装孔之间螺纹连接。
12、进一步,在快切安装块上表面环绕中央通孔阵列布置多个定位环槽,定位环槽是由3个弧形凸起沿同一圆等间距分布构成。
13、进一步,在快切安装块的侧壁沿水平方向开设螺纹孔,利用顶丝穿入快切安装块侧壁的螺纹孔对插入快切安装块中央通孔的铆模进行固定。
14、进一步,所述底座上还可拆卸设有安装支架,所述折弯板,由两个相互垂直的板构成,板面上阵列布置多个第二螺纹孔。
15、有益效果
16、1、本申请所设计的用于铆枪集成载荷传感器的转接工装,主体结构由底座、快切安装块、荷载传感器和铆模构成,且在结构上进行优化设计,是的底座能够与铆枪实现快速、便捷安装;底座上设置荷载传感器的安装槽并通过防倾导杆保持荷载传感器竖直方向的稳定,提高了整个装置结构上的稳定性。本申请还在荷载传感器和铆模之间设置快切安装块,实现两者之间的连接,快切安装块上的定位环槽用于快速定位安装标准力学试样制备夹具。
17、2、本申请所设计的转接工装,其底座与原铆枪安装底座使用相同定位于紧固方式,可实现快速切换,以满足不同实验需求。且在正常铆接过程中,利用加载的荷载传感器实时采集荷载数据,为铆接工艺研究提供准确的力学数据支持。
技术特征:
1.一种用于铆枪集成载荷传感器的转接工装,其特征在于,包括:
2.根据权利要求1所述的一种用于铆枪集成载荷传感器的转接工装,其特征在于,所述底座(2)的底部设置定位杆(206),所述定位杆(206)与铆枪(1)可拆卸连接。
3.根据权利要求1所述的一种用于铆枪集成载荷传感器的转接工装,其特征在于,在底座(2)的上表面开设有安装槽(207),所述安装槽(207)内设置防倾导杆(202),防倾导杆(202)与荷载传感器(3)的底部安装孔之间间隙配合。
4.根据权利要求3所述的一种用于铆枪集成载荷传感器的转接工装,其特征在于,环防倾导杆(202)在底座(2)上开设多个第一沉头孔(201),紧固螺栓通过该沉头孔(201)将荷载传感器(3)的底部与底座(2)之间可拆卸连接。
5.根据权利要求1所述的一种用于铆枪集成载荷传感器的转接工装,其特征在于,快切安装块(4)的底部设置螺纹杆(401),螺纹杆(401)与荷载传感器(3)顶部的安装孔之间螺纹连接。
6.根据权利要求1或5所述的一种用于铆枪集成载荷传感器的转接工装,其特征在于,在快切安装块(4)上表面环绕中央通孔(404)阵列布置多个定位环槽(403),定位环槽(403)是由3个弧形凸起沿同一圆等间距分布构成。
7.根据权利要求6所述的一种用于铆枪集成载荷传感器的转接工装,其特征在于,在快切安装块(4)的侧壁沿水平方向开设螺纹孔,利用顶丝(402)穿入快切安装块(4)侧壁的螺纹孔对插入快切安装块(4)中央通孔(404)的铆模(5)进行固定。
8.根据权利要求1、3或4所述的一种用于铆枪集成载荷传感器的转接工装,其特征在于,所述底座(2)上还可拆卸设有安装支架(6),所述安装支架(6)为折弯板,由两个相互垂直的板构成,板面上阵列布置多个第二螺纹孔(602)。
技术总结
本技术公开了一种用于铆枪集成载荷传感器的转接工装,包括底座、快切安装块、荷载传感器和铆模,其中,底座的底部通过定位杆与铆枪可拆卸连接,在底座的上部设有安装槽利用安装槽上的防倾导杆与荷载传感器的底部配合安装;荷载传感器的上部可拆卸设置快切安装块,快切安装块的中心部位沿竖直方向开设中央通孔,铆模可拆卸安装在中央通孔中,并且在快切安装块的侧壁沿水平方向开设螺纹孔,利用顶丝穿入快切安装块侧壁的螺纹孔对插入快切安装块中央通孔的铆模进行固定。本技术所设计的用于铆枪集成载荷传感器的转接工装能够将荷载传感器更好的集成在铆枪上。
技术研发人员:黄理,谭国笔,陈秋任,赵海龙,韩维建,黄诗尧,包祖国,刘庆
受保护的技术使用者:长三角先进材料研究院
技术研发日:20230215
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!