一种汽车双工件冲压模的制作方法
本技术涉及冲压模具,特别是涉及一种汽车双工件冲压模。
背景技术:
1、汽车零部件多为异形件,使用冲压模制造时,因为产品曲面复杂,变化剧烈,若达不到理想状态会影响整车装配尺寸精度,特别是汽车前梁为基准部件,产品需要镜像安装,单独冲模制造,对整车装配精度要求极高,容易装配不到位,其次现有的冲模没有集成翻边机构,需要进行二次翻边作业,提高了作业成本,降低了效率。
技术实现思路
1、基于此,有必要针对上述问题,提供一种汽车双工件冲压模。
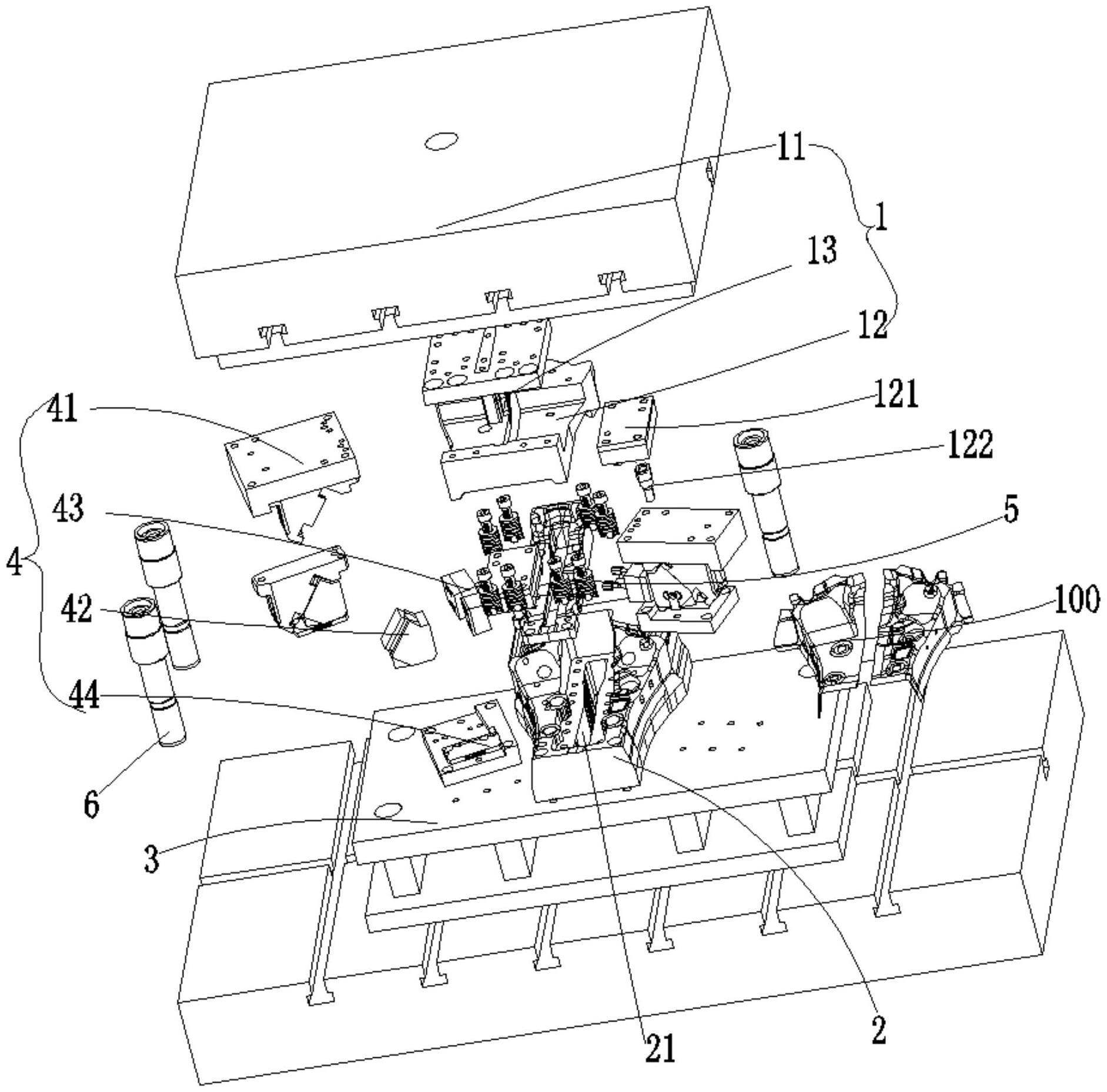
2、一种汽车双工件冲压模,包括上模组件,下模,底座,翻边斜楔,所述上模组件包括上盖,冲模与分模块,所述冲模安装在上盖下侧,所述分模块可拆卸安装在冲模中部,所述下模安装在底座上,所述下模上端正对所述冲模设置,所述下模中部对应所述分模块设置有凹槽,两个所述翻边斜楔以分模块为中心线,镜像对称设置在底座上,所述翻边斜楔包括上斜楔驱动块,下斜楔滑块,侧顶与滑块座,所述上斜楔驱动块与上盖连接,所述滑块座安装在底座上,所述下斜楔滑块活动安装在滑块座上,所述侧顶安装在下斜楔滑块面向所述下模的侧壁上,所述上斜楔驱动块跟随上盖上下位移,驱动所述下斜楔滑块靠近或者远离所述下模。
3、优选的,所述冲模背离所述下模的一侧设置有模顶,所述模顶的凸柱贯穿所述冲模。
4、优选的,所述冲模与所述上盖之间设置有缓冲弹簧件。
5、优选的,所述上盖与底座之间的四角位置还设置有导向柱。
6、本实用新型的有益之处在于:冲压后,使用翻边斜楔将工件翻边,解决了现有的冲模无法实现一次性冲模及翻边的工艺,提高了作业效率,并且冲模能够一次性冲压两块镜像的工件,保证后续装配精度。
技术特征:
1.一种汽车双工件冲压模,其特征在于:包括上模组件,下模,底座,翻边斜楔,所述上模组件包括上盖,冲模与分模块,所述冲模安装在上盖下侧,所述分模块可拆卸安装在冲模中部,所述下模安装在底座上,所述下模上端正对所述冲模设置,所述下模中部对应所述分模块设置有凹槽,两个所述翻边斜楔以分模块为中心线,镜像对称设置在底座上,所述翻边斜楔包括上斜楔驱动块,下斜楔滑块,侧顶与滑块座,所述上斜楔驱动块与上盖连接,所述滑块座安装在底座上,所述下斜楔滑块活动安装在滑块座上,所述侧顶安装在下斜楔滑块面向所述下模的侧壁上,所述上斜楔驱动块跟随上盖上下位移,驱动所述下斜楔滑块靠近或者远离所述下模。
2.如权利要求1所述的一种汽车双工件冲压模,其特征在于:所述冲模背离所述下模的一侧设置有模顶,所述模顶的凸柱贯穿所述冲模。
3.如权利要求1所述的一种汽车双工件冲压模,其特征在于:所述冲模与所述上盖之间设置有缓冲弹簧件。
4.如权利要求1所述的一种汽车双工件冲压模,其特征在于:所述上盖与底座之间的四角位置还设置有导向柱。
技术总结
本技术涉及一种汽车双工件冲压模,包括上模组件,下模,底座,翻边斜楔,上模组件包括上盖,冲模与分模块,冲模安装在上盖下侧,分模块可拆卸安装在冲模中部,下模安装在底座上,下模上端正对冲模设置,下模中部对应分模块设置有凹槽,两个翻边斜楔以分模块为中心线,镜像对称设置在底座上,翻边斜楔包括上斜楔驱动块,下斜楔滑块,侧顶与滑块座,上斜楔驱动块与上盖连接,滑块座安装在底座上,下斜楔滑块活动安装在滑块座上,侧顶安装在下斜楔滑块面向下模的侧壁上,上斜楔驱动块跟随上盖上下位移,驱动下斜楔滑块靠近或者远离下模。使用翻边斜楔将工件翻边,解决了现有的冲模无法实现一次性冲模及翻边的工艺,提高了作业效率。
技术研发人员:徐青松,杨维
受保护的技术使用者:成都巨发汽车零部件有限公司
技术研发日:20230214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!