一种托板自锁螺母多工位快装夹具的制作方法
本技术涉及机械加工,具体为一种托板自锁螺母多工位快装夹具。
背景技术:
1、随着人类社会的不断发展进步,人力成本的不断提高,客户对产品交付节点、质量要求的日益提升,以及企业对制造成本降低和提高效率的要求增加,目前越来越多的机械制造企业为提高生产能力及产品质量,生产线正在朝着零点定位、快速装卸、一机多工位等方向发展。
2、一台设备在批量加工时,往往每次只能装夹一个产品,而且每加工一次就要找正一次,这种方式下工件的准确定位和夹具在设备上的正确安装所需辅助时间较长,造成设备停机等待,效率低,成本高。
3、因此,有必要设计一种多工位快装夹具,一次实现多个工件的快速装夹,而且只需找正夹具就可以批量进行多个工件的加工,节约辅助时间,减少不必要的等待,提高生产效率,降低制造成本。
技术实现思路
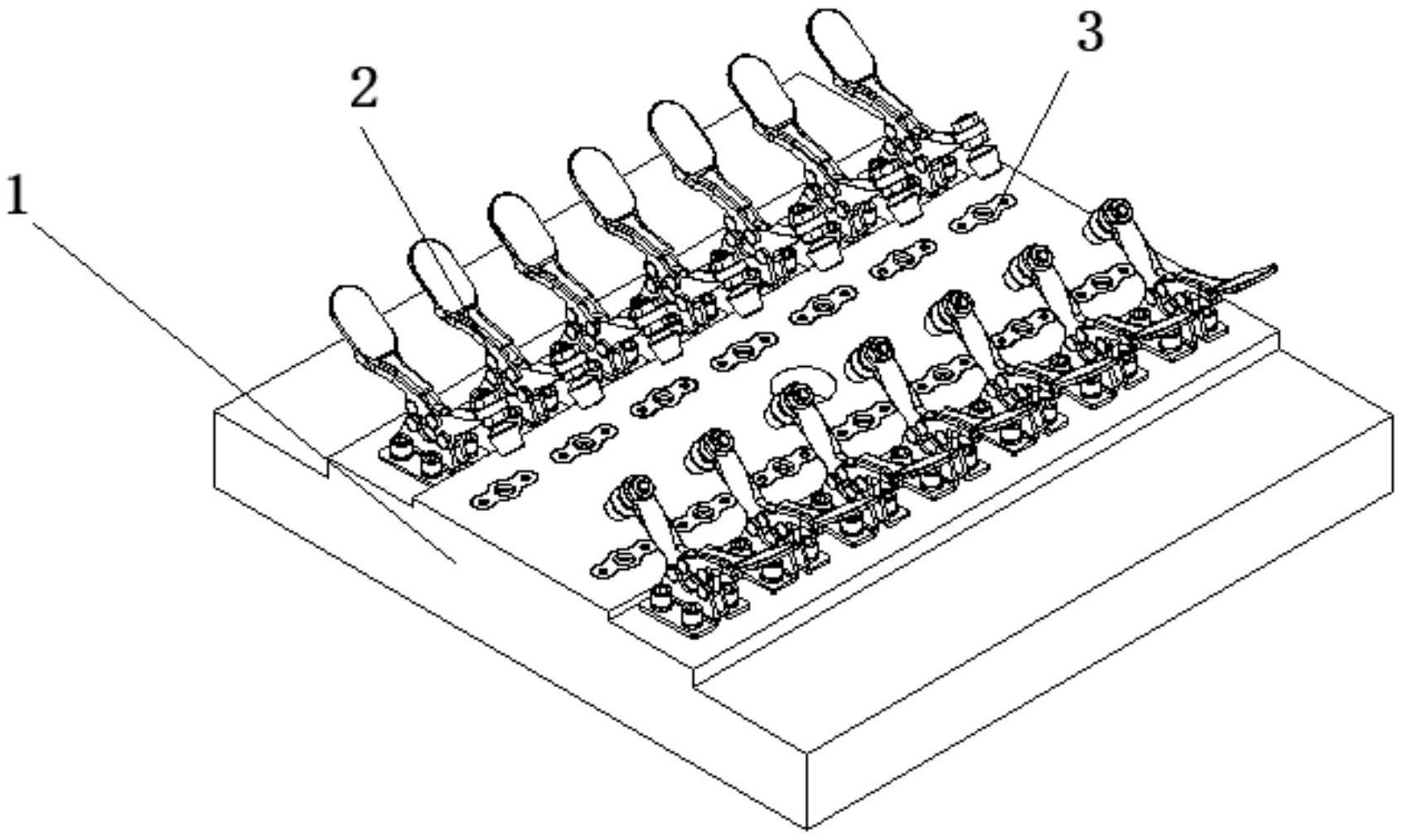
1、本实用新型的目的在于提供一种托板自锁螺母多工位快装夹具,包括底座,所述底座上端面前部和后部均设置有台阶,所述台阶通过螺孔固定连接有夹持组件,所述底座上端面开设有若干组工位孔,所述底座上端面开设有对刀孔;
2、所述夹持组件包括手柄、压杆、橡胶头和两组安装座,所述手柄一端通过铆钉与压杆一端转动连接组成驱动部件,所述驱动部件安装在两组安装座之间,所述橡胶头一端固定连接有连接螺栓,所述连接螺栓通过两组固定螺母固定连接在压杆另一端。
3、作为本实施例优选,所述夹持组件和工位孔均设置有若干组,且夹持组件与工位孔数量相等,若干组所述夹持组件和若干组所述工位孔位置一一对应。
4、作为本实施例优选,所述安装座包括底板和转动连接板,所述底板上端面固定连接有固定螺栓,所述底板通过固定螺栓和螺孔固定连接在台阶上,所述转动连接板上开设有凹口,且所述转动连接板在凹口的两侧各开设一组连接孔。
5、作为本实施例优选,所述手柄通过铆钉转动连接有连杆,所述连杆通过铆钉与一组连接孔转动连接。
6、作为本实施例优选,所述压杆的两端扭转90°,所述压杆与手柄转动连接的一端开设有两组转动连接槽,一组所述转动连接槽通过铆钉与手柄的一端转动连接,另一组所述转动连接槽通过铆钉与另一组转动连接孔转动连接,所述压杆另一端开设有螺纹槽。
7、作为本实施例优选,所述螺纹槽与所述连接螺栓大小位置相适配,两组所述固定螺母分别设置在螺纹槽两侧。
8、通过上述技术方案,本实用新型的有益效果是:本实用新型在压紧时无需任何辅助工具,用手指将手柄向下压即可,省时省力,且容易定位,夹具一次对刀后可装夹多个产品使每件产品的加工往复行程明显缩短,后续加工也无需再次对刀,能显著提高托板自锁螺母的装夹效率、加工效率、及检测时间。
技术特征:
1.一种托板自锁螺母多工位快装夹具,其特征在于:包括底座(1),所述底座(1)上端面前部和后部均设置有台阶,所述台阶通过螺孔固定连接有夹持组件(2),所述底座(1)上端面开设有若干组工位孔(3),所述底座(1)上端面开设有对刀孔(4);
2.根据权利要求1所述的一种托板自锁螺母多工位快装夹具,其特征在于:所述夹持组件(2)和工位孔(3)均设置有若干组,且夹持组件(2)与工位孔(3)数量相等,若干组所述夹持组件(2)和若干组所述工位孔(3)位置一一对应。
3.根据权利要求1所述的一种托板自锁螺母多工位快装夹具,其特征在于:所述安装座(25)包括底板和转动连接板,所述底板上端面固定连接有固定螺栓(24),所述底板通过固定螺栓(24)和螺孔固定连接在台阶上,所述转动连接板上开设有凹口,且所述转动连接板在凹口的两侧各开设一组连接孔。
4.根据权利要求3所述的一种托板自锁螺母多工位快装夹具,其特征在于:所述手柄(21)通过铆钉(26)转动连接有连杆(28),所述连杆(28)通过铆钉(26)与一组连接孔转动连接。
5.根据权利要求4所述的一种托板自锁螺母多工位快装夹具,其特征在于:所述压杆(22)的两端扭转90°,所述压杆(22)与手柄(21)转动连接的一端开设有两组转动连接槽,一组所述转动连接槽通过铆钉(26)与手柄(21)的一端转动连接,另一组所述转动连接槽通过铆钉(26)与另一组转动连接孔转动连接,所述压杆(22)另一端开设有螺纹槽。
6.根据权利要求5所述的一种托板自锁螺母多工位快装夹具,其特征在于:所述螺纹槽与所述连接螺栓大小位置相适配,两组所述固定螺母(27)分别设置在螺纹槽两侧。
技术总结
本技术公开了一种托板自锁螺母多工位快装夹具,包括底座,所述底座上端面前部和后部均设置有台阶,所述台阶通过螺孔固定连接有夹持组件,所述底座上端面开设有若干组工位孔,所述底座上端面开设有对刀孔,所述夹持组件包括手柄、压杆、橡胶头和两组安装座,所述手柄一端通过铆钉与压杆一端转动连接组成驱动部件,所述驱动部件安装在两组安装座之间,所述橡胶头一端固定连接有连接螺栓。本技术在压紧时无需任何辅助工具,用手指将手柄向下压即可,省时省力,且容易定位,夹具一次对刀后可装夹多个产品使每件产品的加工往复行程明显缩短,后续加工也无需再次对刀,能显著提高托板自锁螺母的装夹效率、加工效率、及检测时间。
技术研发人员:许珍珉,陈衍祥,田坤,旷礼,张军飞,袁红玉
受保护的技术使用者:株洲瀚捷航空科技有限公司
技术研发日:20230216
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!