点焊装置及全自动熔接设备的制作方法
本技术属于电机加工,尤其涉及点焊装置及全自动熔接设备。
背景技术:
1、电机包括转子轴、固定在该转子轴上的转子铁芯和固定在该转子轴上的换向器以及嵌入在转子铁芯上的各转子绕组,各转子绕组的漆包线头与换向器之各换向片的升高片电连接。
2、随着对电机的要求越来越高,高性能电机的高转速、大扭矩特性势必会加大电机转子的工作强度。如果电机转子采用常规的分段铁芯叠压制作,仅仅依靠铁芯与转子轴的过盈配合并不牢靠,需要对转子轴和铁芯辅助以焊接固定的方式来提升牢靠系数。
3、但是,现有的焊接过程,一般是工作人员进行手动上料至电阻焊接机,焊接完成后,再将转子轴从电阻焊接上取下来,再将待焊接的转子轴放置于电阻焊接机,效率低且人力成本高,而且每个电阻焊接机均需配置一个单独的电源结构,而电源结构在转子轴下料或上料过程中,是处于停用状态,从而导致电源结构的设备使用率低。
技术实现思路
1、本申请实施例的目的在于提供一种点焊装置,旨在解决如何对转子轴和铁芯进行自动焊接并提高电源结构的使用率的问题。
2、为实现上述目的,本申请采用的技术方案是:
3、第一方面,提供一种点焊装置,用于对工件进行焊接,所述点焊装置具有移料工位和与所述移料工位间隔设置的焊接工位,所述点焊装置包括:
4、送料结构,包括送料台以及设置于所述送料台并朝所述移料工位传送工件的送料组件;
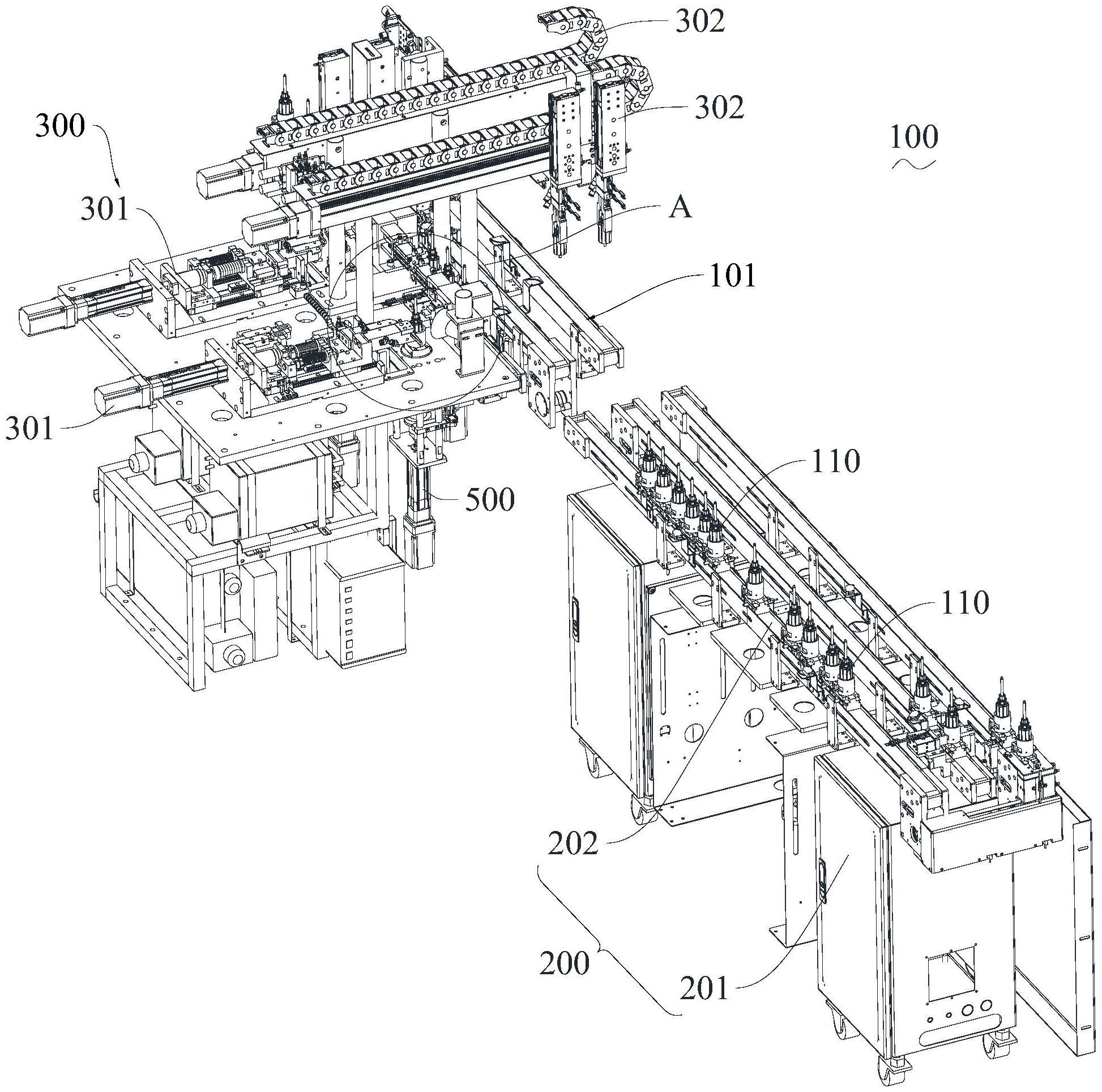
5、焊接结构,包括焊接组件和移料组件,所述移料组件包括固定设置的支撑臂以及连接所述支撑臂的机械手,所述机械手于所述移料工位和所述焊接工位之间移动所述工件,所述焊接组件包括焊接头以及用于驱动所述焊接头往复移动的焊接驱动机构,所述焊接驱动机构驱动所述焊接头抵接所述工件,以使所述焊接头对所述工件进行焊接;以及
6、电源结构,用于向所述焊接头提供电能;
7、其中,所述焊接结构间隔设置两个,两所述焊接头择一电性连接所述电源结构。
8、在一些实施例中,所述焊接驱动机构包括固定设置的滑轨、滑动连接所述滑轨的滑座以及用于驱动所述滑座沿所述滑轨往复滑动的焊接驱动器,所述滑轨间隔布置两个,所述滑座的两端分别滑动连接两所述滑轨,且所述焊接头连接所述滑座朝向所述焊接工位的表面。
9、在一些实施例中,所述滑座设置两个,所述焊接驱动器连接其中一所述滑座,另一所述滑座连接所述焊接头,所述焊接驱动机构还包括具有弹性恢复力的弹性件,所述弹性件的两端分别连接两所述滑座。
10、在一些实施例中,所述弹性件为管簧,其中一连接所述焊接头的所述滑座开设有滑槽,所述焊接驱动机构还包括穿设所述管簧的导向柱以及外套所述导向柱的定位环,所述导向柱的一端连接其中一所述滑座,所述导向柱的另一端滑动设置于所述滑槽,所述管簧的一端抵接所述定位环,所述定位环相对所述导向柱滑动预定距离,以调节所述管簧的初始形变量。
11、在一些实施例中,所述点焊装置还包括设置于所述焊接工位的升降回转结构,所述升降回转结构包括具有旋转孔的定位块、穿设所述旋转孔的升降回转轴以及连接所述定位块并用于驱动所述升降回转轴旋转的回转驱动器,所述工件设置于所述升降回转轴。
12、在一些实施例中,所述升降回转结构还包括导向座以及连接所述导向座的升降驱动器,所述定位块沿滑动连接所述导向座,所述升降驱动器用于驱动所述定位块沿所述导向座往复滑动。
13、在一些实施例中,所述焊接结构还包括位于所述焊接工位的抽气管,所述抽气管的进气端呈喇叭状设置。
14、在一些实施例中,所述机械手包括连接所述支撑臂的横梁、滑动设置于所述横梁的滑块、驱动所述滑块沿所述横梁往复移动的移料驱动器以及连接所述滑块的夹持臂,所述夹持臂于所述移料工位和所述焊接工位之间移动所述工件。
15、在一些实施例中,所述送料组件包括送料驱动器、滚筒和供所述工件放置的传送带,所述滚筒依次间隔布置多个,各所述滚筒支撑所述传送带,且至少一个滚筒连接所述送料驱动器。
16、第二方面,提供一种全自动熔接设备,其包括所述点焊装置。
17、本申请的有益效果在于:点焊装置包括送料结构、焊接结构和电源结构,焊接组件包括焊接头以及用于驱动焊接头往复移动的焊接驱动机构,焊接驱动机构驱动焊接头抵接工件,以使焊接头对工件进行自动焊接,降低焊接的人力成本。两焊接头择一电性连接电源结构,从而可以提高电源结构的设备使用率,降低焊接成本并提高焊接效率。
技术特征:
1.点焊装置,用于对工件进行焊接,所述点焊装置具有移料工位和与所述移料工位间隔设置的焊接工位,其特征在于,所述点焊装置包括:
2.如权利要求1所述的点焊装置,其特征在于:所述焊接驱动机构包括固定设置的滑轨、滑动连接所述滑轨的滑座以及用于驱动所述滑座沿所述滑轨往复滑动的焊接驱动器,所述滑轨间隔布置两个,所述滑座的两端分别滑动连接两所述滑轨,且所述焊接头连接所述滑座朝向所述焊接工位的表面。
3.如权利要求2所述的点焊装置,其特征在于:所述滑座设置两个,所述焊接驱动器连接其中一所述滑座,另一所述滑座连接所述焊接头,所述焊接驱动机构还包括具有弹性恢复力的弹性件,所述弹性件的两端分别连接两所述滑座。
4.如权利要求3所述的点焊装置,其特征在于:所述弹性件为管簧,其中一连接所述焊接头的所述滑座开设有滑槽,所述焊接驱动机构还包括穿设所述管簧的导向柱以及外套所述导向柱的定位环,所述导向柱的一端连接其中一所述滑座,所述导向柱的另一端滑动设置于所述滑槽,所述管簧的一端抵接所述定位环,所述定位环相对所述导向柱滑动预定距离,以调节所述管簧的初始形变量。
5.如权利要求1-4任意一项所述的点焊装置,其特征在于:所述点焊装置还包括设置于所述焊接工位的升降回转结构,所述升降回转结构包括具有旋转孔的定位块、穿设所述旋转孔的升降回转轴以及连接所述定位块并用于驱动所述升降回转轴旋转的回转驱动器,所述工件设置于所述升降回转轴。
6.如权利要求5所述的点焊装置,其特征在于:所述升降回转结构还包括导向座以及连接所述导向座的升降驱动器,所述定位块沿滑动连接所述导向座,所述升降驱动器用于驱动所述定位块沿所述导向座往复滑动。
7.如权利要求1-4任意一项所述的点焊装置,其特征在于:所述焊接结构还包括位于所述焊接工位的抽气管,所述抽气管的进气端呈喇叭状设置。
8.如权利要求1-4任意一项所述的点焊装置,其特征在于:所述机械手包括连接所述支撑臂的横梁、滑动设置于所述横梁的滑块、驱动所述滑块沿所述横梁往复移动的移料驱动器以及连接所述滑块的夹持臂,所述夹持臂于所述移料工位和所述焊接工位之间移动所述工件。
9.如权利要求1-4任意一项所述的点焊装置,其特征在于:所述送料组件包括送料驱动器、滚筒和供所述工件放置的传送带,所述滚筒依次间隔布置多个,各所述滚筒支撑所述传送带,且至少一个滚筒连接所述送料驱动器。
10.全自动熔接设备,其特征在于,包括如权利要求1-9任意一项所述的点焊装置。
技术总结
本技术属于电机加工技术领域,尤其涉及点焊装置及全自动熔接设备。点焊装置包括:送料结构,包括送料台以及设置于送料台并朝移料工位传送工件的送料组件;焊接结构,包括焊接组件和移料组件,移料组件包括固定设置的支撑臂以及连接支撑臂的机械手,机械手于移料工位和焊接工位之间移动工件,焊接组件包括焊接头以及用于驱动焊接头往复移动的焊接驱动机构,焊接驱动机构驱动焊接头抵接工件,以使焊接头对工件进行焊接;以及电源结构,用于向焊接头提供电能;其中,焊接结构间隔设置两个,两焊接头择一电性连接电源结构。本技术的点焊装置可以对工件进行自动焊接并提高电源结构的设备使用率,降低焊接成本并提高焊接效率。
技术研发人员:吴超
受保护的技术使用者:深圳市金岷江智能装备有限公司
技术研发日:20230206
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!