一种自动装配机的制作方法
本技术涉及装配,特别涉及一种自动装配机。
背景技术:
1、批头,通常指安装到手电钻或者电锤上面拧螺丝的螺丝刀头。批头在生产出来后,需要将多个不同型号的批头压装在批头座上,使得用户在实用时可以选择所需的批头。
2、现有技术中通常采用人工配合流水线的方式将批头压装至批头座上,采用人工插装的方式,一方面需要先从储料仓内拿出批头和批头座,再将批头压装至批头座上,人工劳动强度大,工作效率低,另一方面长时间的人工插装后,会出现批头座上漏插批头以及单个批头座上插装有多个同一型号的批头等情况,人工插装时缺少插装成品检测工序,影响插装成品的正常销售,增加成本。
3、因而现有技术还有待改进和提高。
技术实现思路
1、鉴于上述现有技术的不足之处,本实用新型的目的在于提供一种自动装配机,旨在解决现有技术中批头与批头座装配效率低下的问题。
2、为了达到上述目的,本实用新型采取了以下技术方案:
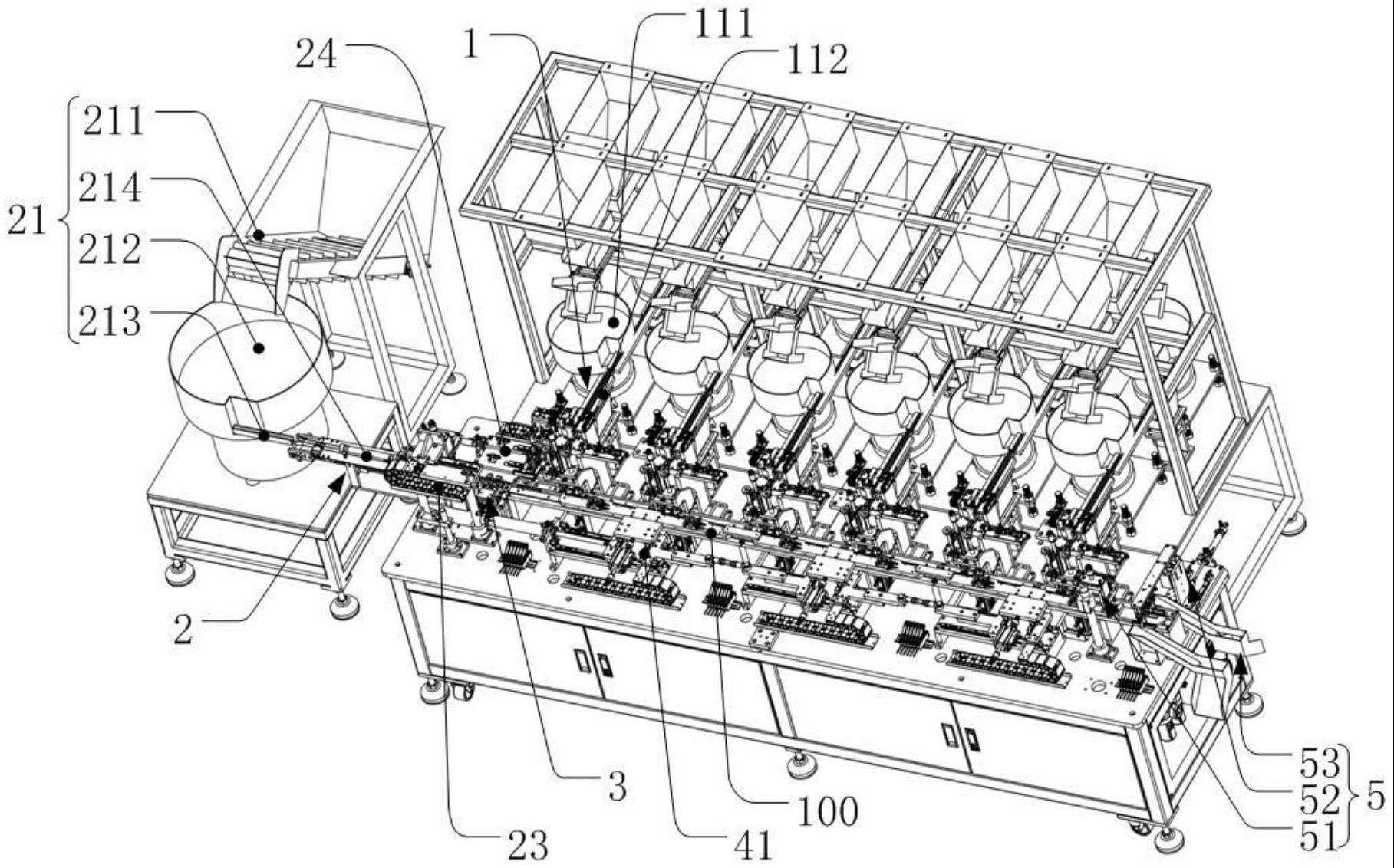
3、一种自动装配机,包括批头压装装置、批头座上料装置和批头座检测装置,所述批头压装装置的一侧设置有用于引导批头座移动的拨叉轨道组,所述拨叉轨道组的侧边设置有用于推动批头座移动的拨叉组件,所述批头座上料装置包括批头座上料机构、批头座搬运机构和批头座翻转机构,所述批头座上料机构、批头座搬运机构、批头座翻转机构和拨叉轨道组围绕批头座检测装置设置,所述拨叉轨道组的末端设置有压装件下料装置;
4、所述批头座上料机构输送批头座至上料工位,所述批头座搬运机构将上料的批头座搬运至批头座检测装置上进行上料状态检测,所述批头座翻转机构将上料状态正常的批头座转运至拨叉轨道组上,所述拨叉组件推动批头座移动至批头压装装置的下方,所述批头压装装置压装批头至批头座上,所述拨叉组件推动压装有批头的批头座移动至拨叉轨道组的末端,所述压装件下料装置进行下料动作。
5、所述批头压装装置包括批头上料机构、错料机构、推料机构、滑料轨道和送料压装机构;所述批头上料机构设置于所述推料机构的一侧,且所述批头上料机构的上料口与所述滑料轨道的进料口错位设置,所述错料机构设置于所述推料机构和所述滑料轨道的之间,用于将所述批头上料机构上料的批头输送至所述滑料轨道的进料口的一侧,所述送料压装机构设置于所述滑料轨道的一侧,用于将批头运送至批头座的上方并将批头压装在批头座上。
6、所述送料压装机构包括靠所述滑料轨道的出料口设置的导向组件和垂直于所述导向组件设置的压装组件,所述压装组件设置于所述批头座的上方,所述导向组件用于承接所述滑料轨道出料的批头,并运送批头至压装组件的下方以使压装组件将批头压装至批头座上。
7、所述错料机构包括错料驱动件和错料件,所述错料件上设置有错料槽,所述错料驱动件的输出端与所述错料件联接,用于带动所述错料槽与所述批头上料机构的上料口或所述滑料轨道的进料口相适配。
8、所述滑料轨道包括引导件和用于固定所述引导件的固定块,所述引导件上设置有用于引导批头进入所述滑料轨道的曲面,所述引导件与所述固定块插接。
9、所述推料机构包括推料驱动件和推板,所述推板的上端与所述推料驱动件连接,所述推板的下端用于推动所述错料机构上的批头进入所述滑料轨道。
10、所述批头座检测装置包括用于放置批头座的基板,所述基板的侧边设置有用于推动所述批头座居中定位的推动机构,所述基板的下方设置有批头座检测机构,所述批头座检测机构包括浮动设置所述批头座检测机构上且用于检测所述批头座放置状态的探杆和用于检测所述探杆的位置的探杆检测件,所述探杆检测件位于所述探杆的一侧。
11、所述批头座检测机构包括用于驱动所述探杆靠近或远离所述批头座的检测驱动件和与所述检测驱动件连接的探杆连接组件,所述探杆通过弹性件浮动设置于所述探杆连接组件上,所述探杆检测件设置于所述探杆连接组件上。
12、所述拨叉组件包括拨叉件、第一拨叉单元和第二拨叉单元,所述拨叉件上设置有与所述批头座适配的拨叉缺口,所述第二拨叉单元与所述拨叉件连接,用于带动所述拨叉件靠近或远离所述拨叉轨道组上的所述批头座,所述第一拨叉单元设置于所述第二拨叉单元的下方,所述第一拨叉单元连接有第一拨叉驱动件。
13、所述压装件下料装置包括用检测批头座上有无压装批头的压装件检测机构、用于夹持压装完成的批头座的下料搬运机构和用于引导压装完成的批头座下料的下料滑槽。
14、相较于现有技术,本实用新型提供的一种自动装配机,包括批头压装装置、批头座上料装置和批头座检测装置,所述批头压装装置的一侧设置有用于引导批头座移动的拨叉轨道组,所述拨叉轨道组的侧边设置有用于推动批头座移动的拨叉组件,所述批头座上料装置包括批头座上料机构、批头座搬运机构和批头座翻转机构,所述批头座上料机构、批头座搬运机构、批头座翻转机构和拨叉轨道组围绕批头座检测装置设置,所述拨叉轨道组的末端设置有压装件下料装置。本申请自动装配机结构简单,便于维护,实现了批头与批头座的自动化装配,提高了工作效率,减少了因人工参与较多存在装配效果不佳的风险。
技术特征:
1.一种自动装配机,其特征在于,包括批头压装装置、批头座上料装置和批头座检测装置,所述批头压装装置的一侧设置有用于引导批头座移动的拨叉轨道组,所述拨叉轨道组的侧边设置有用于推动批头座移动的拨叉组件,所述批头座上料装置包括批头座上料机构、批头座搬运机构和批头座翻转机构,所述批头座上料机构、批头座搬运机构、批头座翻转机构和拨叉轨道组围绕批头座检测装置设置,所述拨叉轨道组的末端设置有压装件下料装置;
2.根据权利要求1所述的自动装配机,其特征在于,所述批头压装装置包括批头上料机构、错料机构、推料机构、滑料轨道和送料压装机构;所述批头上料机构设置于所述推料机构的一侧,且所述批头上料机构的上料口与所述滑料轨道的进料口错位设置,所述错料机构设置于所述推料机构和所述滑料轨道的之间,用于将所述批头上料机构上料的批头输送至所述滑料轨道的进料口的一侧,所述送料压装机构设置于所述滑料轨道的一侧,用于将批头运送至批头座的上方并将批头压装在批头座上。
3.根据权利要求2所述的自动装配机,其特征在于,所述送料压装机构包括靠所述滑料轨道的出料口设置的导向组件和垂直于所述导向组件设置的压装组件,所述压装组件设置于所述批头座的上方,所述导向组件用于承接所述滑料轨道出料的批头,并运送批头至压装组件的下方以使压装组件将批头压装至批头座上。
4.根据权利要求2所述的自动装配机,其特征在于,所述错料机构包括错料驱动件和错料件,所述错料件上设置有错料槽,所述错料驱动件的输出端与所述错料件联接,用于带动所述错料槽与所述批头上料机构的上料口或所述滑料轨道的进料口相适配。
5.根据权利要求2所述的自动装配机,其特征在于,所述滑料轨道包括引导件和用于固定所述引导件的固定块,所述引导件上设置有用于引导批头进入所述滑料轨道的曲面,所述引导件与所述固定块插接。
6.根据权利要求2所述的自动装配机,其特征在于,所述推料机构包括推料驱动件和推板,所述推板的上端与所述推料驱动件连接,所述推板的下端用于推动所述错料机构上的批头进入所述滑料轨道。
7.根据权利要求1所述的自动装配机,其特征在于,所述批头座检测装置包括用于放置批头座的基板,所述基板的侧边设置有用于推动所述批头座居中定位的推动机构,所述基板的下方设置有批头座检测机构,所述批头座检测机构包括浮动设置所述批头座检测机构上且用于检测所述批头座放置状态的探杆和用于检测所述探杆的位置的探杆检测件,所述探杆检测件位于所述探杆的一侧。
8.根据权利要求7所述的自动装配机,其特征在于,所述批头座检测机构包括用于驱动所述探杆靠近或远离所述批头座的检测驱动件和与所述检测驱动件连接的探杆连接组件,所述探杆通过弹性件浮动设置于所述探杆连接组件上,所述探杆检测件设置于所述探杆连接组件上。
9.根据权利要求1所述的自动装配机,其特征在于,所述拨叉组件包括拨叉件、第一拨叉单元和第二拨叉单元,所述拨叉件上设置有与所述批头座适配的拨叉缺口,所述第二拨叉单元与所述拨叉件连接,用于带动所述拨叉件靠近或远离所述拨叉轨道组上的所述批头座,所述第一拨叉单元设置于所述第二拨叉单元的下方,所述第一拨叉单元连接有第一拨叉驱动件。
10.根据权利要求1所述的自动装配机,其特征在于,所述压装件下料装置包括用检测批头座上有无压装批头的压装件检测机构、用于夹持压装完成的批头座的下料搬运机构和用于引导压装完成的批头座下料的下料滑槽。
技术总结
本技术公开了一种自动装配机,包括批头压装装置、批头座上料装置和批头座检测装置,所述批头压装装置的一侧设置有用于引导批头座移动的拨叉轨道组,所述拨叉轨道组的侧边设置有用于推动批头座移动的拨叉组件,所述批头座上料装置包括批头座上料机构、批头座搬运机构和批头座翻转机构,所述批头座上料机构、批头座搬运机构、批头座翻转机构和拨叉轨道组围绕批头座检测装置设置,所述拨叉轨道组的末端设置有压装件下料装置。本申请自动装配机结构简单,便于维护,实现了批头与批头座的自动化装配,提高了工作效率,减少了因人工参与较多存在装配效果不佳的风险。
技术研发人员:杨波,查茂和
受保护的技术使用者:深圳孚视科技有限公司
技术研发日:20230217
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!