用于汽车隔热罩加工的一体式冲压成型机构的制作方法
本技术涉及汽车零部件冲压,具体为用于汽车隔热罩加工的一体式冲压成型机构。
背景技术:
1、汽车排气管道布置在整车底盘的底部,在紧凑型的汽车底盘中,汽车的排气管路与周边间隙往往都有偏小的缝隙,汽车排气管为热源件,在汽车运行过程中会产生大量的热量,其周边有很多热敏零件,为了避免汽车排气管产生的热量对其它部件产生影响,需在两者之间增加隔热罩,排气管隔热罩用1060压花铝卷,厚度0.12-1.5mm,且排气管隔热罩一般利用冲压模具冲压成型,如授权公告号为cn210059560u所公开的一种汽车消音器隔热罩硬压成型模具,包括下垫板,垂直固定在所述下垫板上的至少两根垫脚,固定在所述垫脚上、且与所述下垫板平行的第二下模板,固定在所述第二下模板的上部的下模座,开设在所述下模座的中央的矩形槽,设置在所述矩形槽内、且底部贴合在所述第二下模板上的第一下模板,设置在所述矩形槽内、且底部固定在所述第一下模板上的成型凸模,其具有结构简单、导向动作可靠等优点,但是上述技术方案在上、下模座分离后,成型的排气管隔热罩紧紧贴敷在下模座的成型凸模上,工作人员需要利用外部塞尺等部件,使得排气管隔热罩和之间形成一定缝隙,以此便于工作人员将排气管隔热罩取下,其操作费时费力,取件较为麻烦,并且利用塞尺等部件插入凸模和工件之间时,容易对成型的排气管隔热罩下表面以及成型凸模上表面造成划伤,影响后续使用。
技术实现思路
1、本实用新型的目的在于提供用于汽车隔热罩加工的一体式冲压成型机构,以解决上述背景技术中提出汽车隔热罩在冲压模具中取出时较为麻烦的问题,以及取件时容易对工件以及凸模造成划伤。
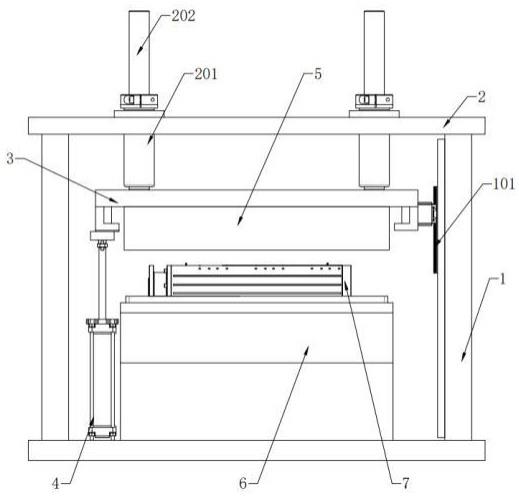
2、为实现上述目的,本实用新型提供如下技术方案:用于汽车隔热罩加工的一体式冲压成型机构,包括直角模架以及顶板,所述直角模架一侧的内壁上通过z轴导向结构滑动安装有上模板,所述直角模架底部的一侧安装有液压缸,所述液压缸的活塞杆顶端与上模板底端的一侧固定连接,所述直角模架底部中心位置处安装有下模座,且所述下模座的顶端安装有排气管隔热罩下成型凸模,所述排气管隔热罩下成型凸模上方的上模板底端安装有排气管隔热罩上成型凹模,所述排气管隔热罩下成型凸模的底部安装有进行顶动成型工件的双点位弹性退料结构。
3、优选的,所述z轴导向结构包括安装在直角模架一侧内壁上的两组轨道,以及安装在上模板一侧外壁上的两组滑台,滑台与轨道滑动连接。
4、优选的,所述顶板底端的两侧皆固定有中空管套,所述中空管套的内部滑动安装有导向柱,导向柱的两端延伸至中空管套的外部,所述导向柱的底端与上模板的顶端固定连接。
5、优选的,所述双点位弹性退料结构包括安装在排气管隔热罩下成型凸模底部两侧的中空立柱,所述中空立柱内部的一端固定有固定环,所述固定环的内部设置有导向孔,导向孔的内部滑动安装有中心立杆,中心立杆的顶端延伸至排气管隔热罩下成型凸模的外部,所述固定环的顶端和通过弹性复位件和中心立杆相互连接。
6、优选的,所述弹性复位件包括安装在中心立杆表面一端的挡盘,挡盘和中空立柱的内壁滑动连接,所述挡盘的底端安装有锥形弹簧,锥形弹簧的底端与固定环的顶端相互抵接。
7、优选的,所述中心立杆的顶端安装有凸柱,凸柱采用硬质橡胶材质制得。
8、与现有技术相比,本实用新型的有益效果是:该用于汽车隔热罩加工的一体式冲压成型机构通过设置有排气管隔热罩下成型凸模和弹性退料结构等相互配合的结构,待成型的压花铝卷板料放置于排气管隔热罩上成型凹模、排气管隔热罩下成型凸模之间,由液压缸驱动排气管隔热罩上成型凹模、排气管隔热罩下成型凸模重合冲压,排气管隔热罩上成型凹模、排气管隔热罩下成型凸模分离,此时成型的排气管隔热罩滞留在排气管隔热罩下成型凸模的上表面,由于弹性退料结构失去外部压力作用,则弹性退料结构自动向上顶动排气管隔热罩,进而排气管隔热罩不再与排气管隔热罩下成型凸模贴合,二者之间形成一定间隙,工作人员可通过该间隙顺利将排气管隔热罩取下,其退料取件快捷方便,且作业过程中无需利用外部辅助工具,如塞尺、塑料塞板等,有效规避了排气管隔热罩以及凸模出现划伤的现象,延长模具的使用寿命,提高排气管隔热罩的产品质量。
技术特征:
1.用于汽车隔热罩加工的一体式冲压成型机构,其特征在于:包括直角模架(1)以及顶板(2),所述直角模架(1)一侧的内壁上通过z轴导向结构(101)滑动安装有上模板(3),所述直角模架(1)底部的一侧安装有液压缸(4),所述液压缸(4)的活塞杆顶端与上模板(3)底端的一侧固定连接,所述直角模架(1)底部中心位置处安装有下模座(6),且所述下模座(6)的顶端安装有排气管隔热罩下成型凸模(7),所述排气管隔热罩下成型凸模(7)上方的上模板(3)底端安装有排气管隔热罩上成型凹模(5),所述排气管隔热罩下成型凸模(7)的底部安装有进行顶动成型工件的双点位弹性退料结构。
2.根据权利要求1所述的用于汽车隔热罩加工的一体式冲压成型机构,其特征在于:所述z轴导向结构(101)包括安装在直角模架(1)一侧内壁上的两组轨道,以及安装在上模板(3)一侧外壁上的两组滑台,滑台与轨道滑动连接。
3.根据权利要求1所述的用于汽车隔热罩加工的一体式冲压成型机构,其特征在于:所述顶板(2)底端的两侧皆固定有中空管套(201),所述中空管套(201)的内部滑动安装有导向柱(202),导向柱(202)的两端延伸至中空管套(201)的外部,所述导向柱(202)的底端与上模板(3)的顶端固定连接。
4.根据权利要求1所述的用于汽车隔热罩加工的一体式冲压成型机构,其特征在于:所述双点位弹性退料结构包括安装在排气管隔热罩下成型凸模(7)底部两侧的中空立柱(8),所述中空立柱(8)内部的一端固定有固定环(801),所述固定环(801)的内部设置有导向孔(802),导向孔(802)的内部滑动安装有中心立杆(803),中心立杆(803)的顶端延伸至排气管隔热罩下成型凸模(7)的外部,所述固定环(801)的顶端和通过弹性复位件和中心立杆(803)相互连接。
5.根据权利要求4所述的用于汽车隔热罩加工的一体式冲压成型机构,其特征在于:所述弹性复位件包括安装在中心立杆(803)表面一端的挡盘(805),挡盘(805)和中空立柱(8)的内壁滑动连接,所述挡盘(805)的底端安装有锥形弹簧(804),锥形弹簧(804)的底端与固定环(801)的顶端相互抵接。
6.根据权利要求4所述的用于汽车隔热罩加工的一体式冲压成型机构,其特征在于:所述中心立杆(803)的顶端安装有凸柱(806),凸柱(806)采用硬质橡胶材质制得。
技术总结
本技术公开了用于汽车隔热罩加工的一体式冲压成型机构,包括直角模架以及顶板,直角模架一侧的内壁上通过Z轴导向结构滑动安装有上模板,直角模架底部的一侧安装有液压缸,液压缸的活塞杆顶端与上模板底端的一侧固定连接,直角模架底部中心位置处安装有下模座,且下模座的顶端安装有排气管隔热罩下成型凸模。本技术通过双点位弹性退料结构使得排气管隔热罩、排气管隔热罩下成型凸模之间形成一定间隙,工作人员可通过该间隙顺利将排气管隔热罩取下,其退料取件快捷方便,且作业过程中无需利用外部辅助工具,如塞尺、塑料塞板等,有效规避了排气管隔热罩以及凸模出现划伤的现象。
技术研发人员:单竹君,文志伟
受保护的技术使用者:宁波瑞航汽车配件有限公司
技术研发日:20230217
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!