一种汽车冲压件自动送料装置的制作方法
本技术涉及送料装置,具体为一种汽车冲压件自动送料装置。
背景技术:
1、冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。
2、汽车车身配件往往需要通过冲压来进行成型操作,冲压时,工人需要将车身配件的原材料,比如板材输送至冲压设备处,再由机械手进行放料,目前主要通过输送带来对原材料进行输送,而输送带输送时,工人需要将原材料依次放置在输送带上,这种方式导致工人需要耗费较长时间来进行放料,进而影响了加工操作的节拍。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术所存在的上述缺点,本实用新型提供了一种汽车冲压件自动送料装置,能够有效地解决现有技术的问题。
3、(二)技术方案
4、为实现以上目的,本实用新型通过以下技术方案予以实现:
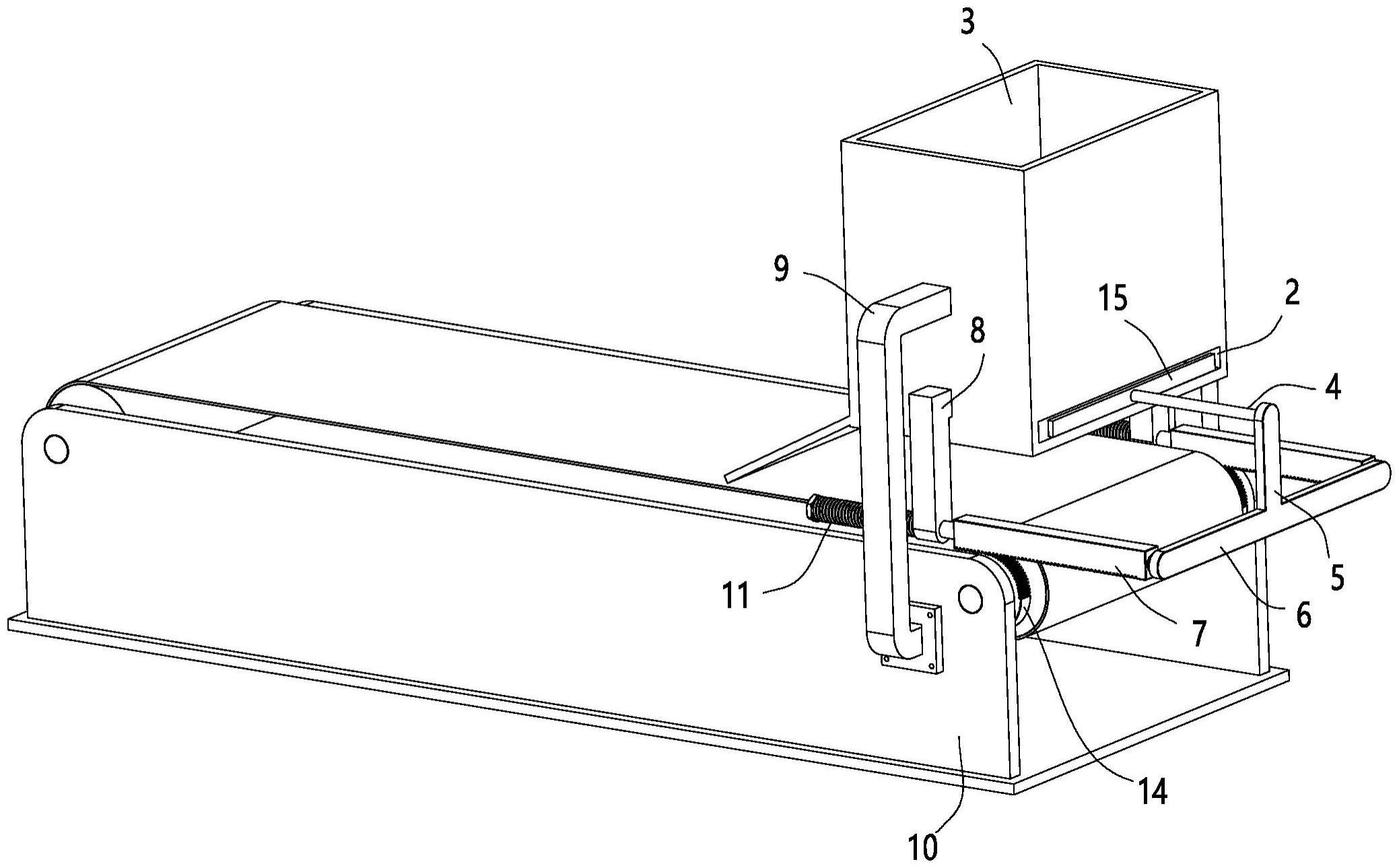
5、本实用新型公开了:一种汽车冲压件自动送料装置,包括底板及安装在底板上的输送带组件,还包括:
6、储料仓,通过安装连接臂连接于所述输送带组件入料侧的上方,所述储料仓下端部设有出料口,所述出料口下侧边缘与储料仓内底壁齐平;
7、浮动臂,活动连接于所述储料仓外侧,且所述浮动臂上水平固接有连接杆,所述连接杆朝向储料仓的一端设有推板,所述推板能够自由穿过出料口;
8、驱动单元,由所述输送带组件运行并驱动浮动臂朝输送带组件出料侧方向间歇移动。
9、更进一步地,所述储料仓外壁上设有朝下倾斜延伸的落料板,所述落料板的上端与出料口下侧边缘相对应。
10、更进一步地,所述驱动单元包括:
11、两个耳块,分别固接于所述储料仓相对两侧;
12、滑动柱,水平穿透所述耳块且能自由滑动,所述滑动柱上固定套装有齿条柱,两个所述滑动柱远离输送带组件的一端共同连接有连接板,所述浮动臂下端固接于连接板上;
13、转动部,固定套装于所述输送带组件的驱动辊上,且所述转动部部分周缘设有齿块,所述输送带组件的驱动辊转动时,能够使所述转动部上的齿块间歇与齿条柱啮合;
14、弹性复位部件,用于驱动所述齿条柱朝输送带组件外侧方向移动,使所述推板露出至出料口的外侧。
15、更进一步地,所述弹性复位部件包括:
16、限位环,固定套装于所述滑动柱远离连接板的一端;
17、拉簧,套绕于所述滑动柱,且其两端分别固接于所述限位环、耳块。
18、更进一步地,所述齿条柱朝向耳块一端面设有缓冲垫。
19、(三)有益效果
20、采用本实用新型提供的技术方案,与已知的公有技术相比,具有如下有益效果:
21、本实用新型通过设置储料仓,使得能够将汽车冲压件的原材料堆叠放置在储料仓内,通过输送带组件的运行,进而由驱动单元驱动浮动臂朝输送带组件的出料侧方向移动,并使推板对储料仓内最下方的一个汽车冲压件原材料进行推动,使得原材料能够从出料口掉落到输送带组件上,进而实现原材料的自动送料,另外通过输送带组件的运行来驱动推板间歇移动,使得原材料的送料与输送带组件运行动作匹配。
技术特征:
1.一种汽车冲压件自动送料装置,包括底板及安装在底板上的输送带组件(10),其特征在于,还包括:
2.根据权利要求1所述的一种汽车冲压件自动送料装置,其特征在于,所述储料仓(3)外壁上设有朝下倾斜延伸的落料板(1),所述落料板(1)的上端与出料口(2)下侧边缘相对应。
3.根据权利要求1所述的一种汽车冲压件自动送料装置,其特征在于,所述驱动单元包括:
4.根据权利要求3所述的一种汽车冲压件自动送料装置,其特征在于,所述弹性复位部件包括:
5.根据权利要求3所述的一种汽车冲压件自动送料装置,其特征在于,所述齿条柱(7)朝向耳块(8)一端面设有缓冲垫。
技术总结
本技术涉及送料装置技术领域,且公开了一种汽车冲压件自动送料装置,包括底板;输送带组件;储料仓;出料口;浮动臂,活动连接于所述储料仓外侧,且所述浮动臂上水平固接有连接杆,所述连接杆朝向储料仓的一端设有推板,所述推板能够自由穿过出料口;驱动单元,由所述输送带组件运行并驱动浮动臂朝输送带组件出料侧方向间歇移动。通过设置储料仓,使得能够将汽车冲压件的原材料堆叠放置在储料仓内,通过输送带组件的运行,进而由驱动单元驱动浮动臂朝输送带组件的出料侧方向移动,并使推板对储料仓内最下方的一个汽车冲压件原材料进行推动,使得原材料能够从出料口掉落到输送带组件上,进而实现原材料的自动送料。
技术研发人员:夏雄俊
受保护的技术使用者:诸暨市亿鑫汽车配件有限公司
技术研发日:20230202
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!