一种全自动激光点焊机的制作方法
本技术涉及激光点焊,具体涉及一种全自动激光点焊机。
背景技术:
1、车辆配件的组装通常需要使用焊接设备进行连接,对较小的工件常使用激光点焊机进行焊接处理,通过控制激光器发射高能量密度的激光束对工件连接处进行热熔,焊接速度高,接点可靠,且工件变形小,成型美观。公开号为cn214294538u的中国专利公开了一种全自动激光点焊机,包括工作台,所述工作台的顶部固定连接有龙门架,所述工作台的顶部并位于龙门架的内腔固定连接有凹型框,所述凹型框的内腔滑动连接有承载板,所述承载板的顶部开设有凹槽。本实用新型通过设置工作台、龙门架、凹型框、承载板、凹槽、活动板、限位槽、压条、矩形槽和压簧。
2、针对该公开技术,现有激光点焊机进行焊接时,需在焊接环境内通入惰性气体,以防止熔池氧化,但焊接处的惰性气体不够充分,气体量不足易导致对熔池的保护效果降低,从而影响工件的焊接,使用较为不便。
3、为此提出一种全自动激光点焊机。
技术实现思路
1、本实用新型的目的在于:为解决现有激光点焊机焊接处的惰性气体不够充分,影响工件焊接的问题,本实用新型提供了一种全自动激光点焊机。
2、本实用新型为了实现上述目的具体采用以下技术方案:
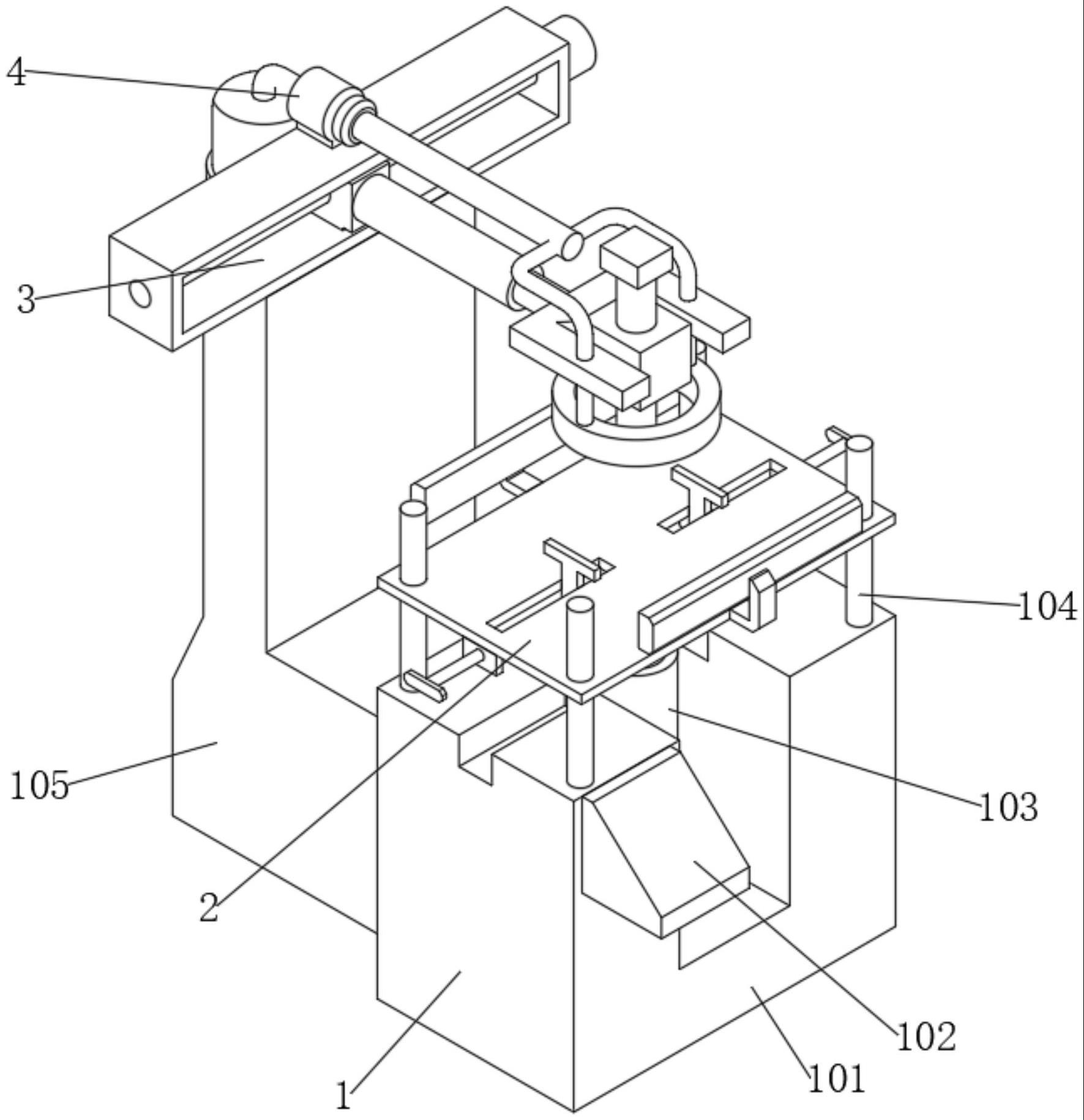
3、一种全自动激光点焊机,包括支撑机构,所述支撑机构的顶部设置有可升降的固定平台,所述支撑机构的顶部设置有焊接机构,所述焊接机构的表面设置有通气机构。
4、进一步地,所述支撑机构包括底座,所述底座的前侧设置有操作台,所述底座的顶部固定安装有液压杆,所述底座的顶部固定安装有滑竿,所述底座的后侧固定安装有支撑座。
5、进一步地,所述固定平台包括支撑板,所述液压杆的自由端固定安装有支撑板,且支撑板与滑竿呈滑动连接设置,所述支撑板的表面开设有滑槽,所述支撑板的底部通过固定板转动安装有丝杆,所述丝杆的表面螺纹安装有夹板,且夹板与滑槽的内壁呈贴合设置,所述支撑板的表面设置有照明灯板。
6、进一步地,所述焊接机构包括滑套,所述支撑座的顶部固定安装有滑套,所述滑套的一侧固定安装有电机,所述电机的输出端固定安装有螺杆,所述螺杆的表面螺纹安装有滑块,且滑块与滑套的内部呈贴合设置,所述滑块的前侧固定安装有电动推杆,所述电动推杆的自由端固定安装有连接座,所述连接座的前侧设置有激光器。
7、进一步地,所述通气机构包括气泵,所述滑套的顶部固定安装有气泵,所述滑套的后侧固定安装有固定套,所述固定套的内部放置有储气罐,且储气罐与气泵相连接,所述气泵的输出端固定连接有输气管,且输气管贯穿连接座,所述输气管的自由端固定安装有喷气罩,且喷气罩位于激光器的四周。
8、进一步地,所述滑槽的数量为两组,其两组滑槽关于液压杆的两侧呈对称设置。
9、本实用新型的有益效果如下:
10、本实用新型通过电机带动螺杆转动,螺杆带动滑块在滑套的内部滑动,从而带动激光器进行横向移动,通过电动推杆带动连接座移动,从而带动激光器进行前后移动,使得激光器移动至工件焊接处上方,对其进行激光焊接加工,通过气泵带动空气流动,将储气罐内的惰性气体抽出,经过输气管输送至喷气罩处,连接座带动激光器移动的同时,带动喷气罩同步移动,喷气罩对激光器下方的工件焊接处进行气体覆盖,避免焊接处的惰性气体不够充分,气体量不足易导致对熔池的保护效果降低,从而影响工件的焊接。
技术特征:
1.一种全自动激光点焊机,其特征在于,包括支撑机构(1),所述支撑机构(1)的顶部设置有可升降的固定平台(2),所述支撑机构(1)的顶部设置有焊接机构(3),所述焊接机构(3)的表面设置有通气机构(4)。
2.根据权利要求1所述的一种全自动激光点焊机,其特征在于,所述支撑机构(1)包括底座(101),所述底座(101)的前侧设置有操作台(102),所述底座(101)的顶部固定安装有液压杆(103),所述底座(101)的顶部固定安装有滑竿(104),所述底座(101)的后侧固定安装有支撑座(105)。
3.根据权利要求2所述的一种全自动激光点焊机,其特征在于,所述固定平台(2)包括支撑板(201),所述液压杆(103)的自由端固定安装有支撑板(201),且支撑板(201)与滑竿(104)呈滑动连接设置,所述支撑板(201)的表面开设有滑槽(202),所述支撑板(201)的底部通过固定板转动安装有丝杆(203),所述丝杆(203)的表面螺纹安装有夹板(204),且夹板(204)与滑槽(202)的内壁呈贴合设置,所述支撑板(201)的表面设置有照明灯板(205)。
4.根据权利要求3所述的一种全自动激光点焊机,其特征在于,所述焊接机构(3)包括滑套(301),所述支撑座(105)的顶部固定安装有滑套(301),所述滑套(301)的一侧固定安装有电机(302),所述电机(302)的输出端固定安装有螺杆(303),所述螺杆(303)的表面螺纹安装有滑块(304),且滑块(304)与滑套(301)的内部呈贴合设置,所述滑块(304)的前侧固定安装有电动推杆(305),所述电动推杆(305)的自由端固定安装有连接座(306),所述连接座(306)的前侧设置有激光器(307)。
5.根据权利要求4所述的一种全自动激光点焊机,其特征在于,所述通气机构(4)包括气泵(401),所述滑套(301)的顶部固定安装有气泵(401),所述滑套(301)的后侧固定安装有固定套(402),所述固定套(402)的内部放置有储气罐(403),且储气罐(403)与气泵(401)相连接,所述气泵(401)的输出端固定连接有输气管(404),且输气管(404)贯穿连接座(306),所述输气管(404)的自由端固定安装有喷气罩(405),且喷气罩(405)位于激光器(307)的四周。
6.根据权利要求3所述的一种全自动激光点焊机,其特征在于,所述滑槽(202)的数量为两组,其两组滑槽(202)关于液压杆(103)的两侧呈对称设置。
技术总结
本技术公开了一种全自动激光点焊机,涉及激光点焊技术领域。本技术包括支撑机构,所述支撑机构的顶部设置有可升降的固定平台,所述支撑机构的顶部设置有焊接机构,所述焊接机构的表面设置有通气机构。本技术通过电机带动螺杆转动,螺杆带动滑块在滑套的内部滑动,通过电动推杆带动连接座移动,从而带动激光器移动至工件焊接处上方,对其进行激光焊接加工,通过气泵带动空气流动,将储气罐内的惰性气体抽出,经过输气管输送至喷气罩处,连接座带动激光器移动的同时,带动喷气罩同步移动,喷气罩对激光器下方的工件焊接处进行气体覆盖,避免焊接处的惰性气体不够充分,气体量不足易导致对熔池的保护效果降低,从而影响工件的焊接。
技术研发人员:孙辉
受保护的技术使用者:瑞凯立德(山东)汽车智能科技有限公司
技术研发日:20230215
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!