一种舍弃式模块化凸轮轴复合铣刀的制作方法
本技术涉及加工刀具的,具体是涉及一种舍弃式模块化凸轮轴复合铣刀。
背景技术:
1、汽车作为现代社会中常见且广泛使用的交通工具,是实现便捷高效生活的生活用具。凸轮轴作为汽车的主要结构部件,是实现车辆动力传动的关键。
2、目前,现有的凸轮轴的生产制造需要多个工艺共同加工完成,先锻造成型,再铣削加工轴上余量,再更换相应刀具后加工各处细节,如止推面、油沟槽等,最后进行精磨处理。但是,实际加工过程中,凸轮轴上去除关键部位余量以及不需要二次加工部位通常采用同一刀具来完成加工,尽量减少更换刀具导致的加工效率低的问题。另外,加工时,如刀具长时间使用,会出现损坏问题。现有的凸轮轴加工铣刀如专利cn216227144u公开的一种斜床身用凸轮轴带越程槽复合反手铣刀,将端面刀片和开槽刀片直接用螺钉安装于一轮盘的边沿上,导致轮盘上安装刀片的部位的结构尺寸需要根据加工需求设计,使得一种尺寸的轮盘仅能适应一种加工需求,无法适配凸轮轴上其他位置或不同型号的凸轮轴的加工,适应性差,利用率低,而且安装刀片的部位损坏后需要整体更换轮盘,制造和使用成本高,不利于凸轮轴的加工。
技术实现思路
1、针对现有技术中存在的上述问题,现旨在提供一种舍弃式模块化凸轮轴复合铣刀,以设置带若干可拆卸刀座的轮盘,每一刀座上均设置有若干端面刀槽和侧面刀槽来安装端面刀片和开槽刀片,满足凸轮轴的加工需求,并且,可通过更换不同类型的刀座来满足凸轮轴上不同位置或不同型号的凸轮轴的加工,适应性更好,轮盘的利用率更高,另外,还可在刀座损坏的情况下直接更换损坏的刀座即可,无需整体更换轮盘,降低了制造和成本,利于凸轮轴的加工。
2、具体技术方案如下:
3、一种舍弃式模块化凸轮轴复合铣刀,具有这样的特征,包括:
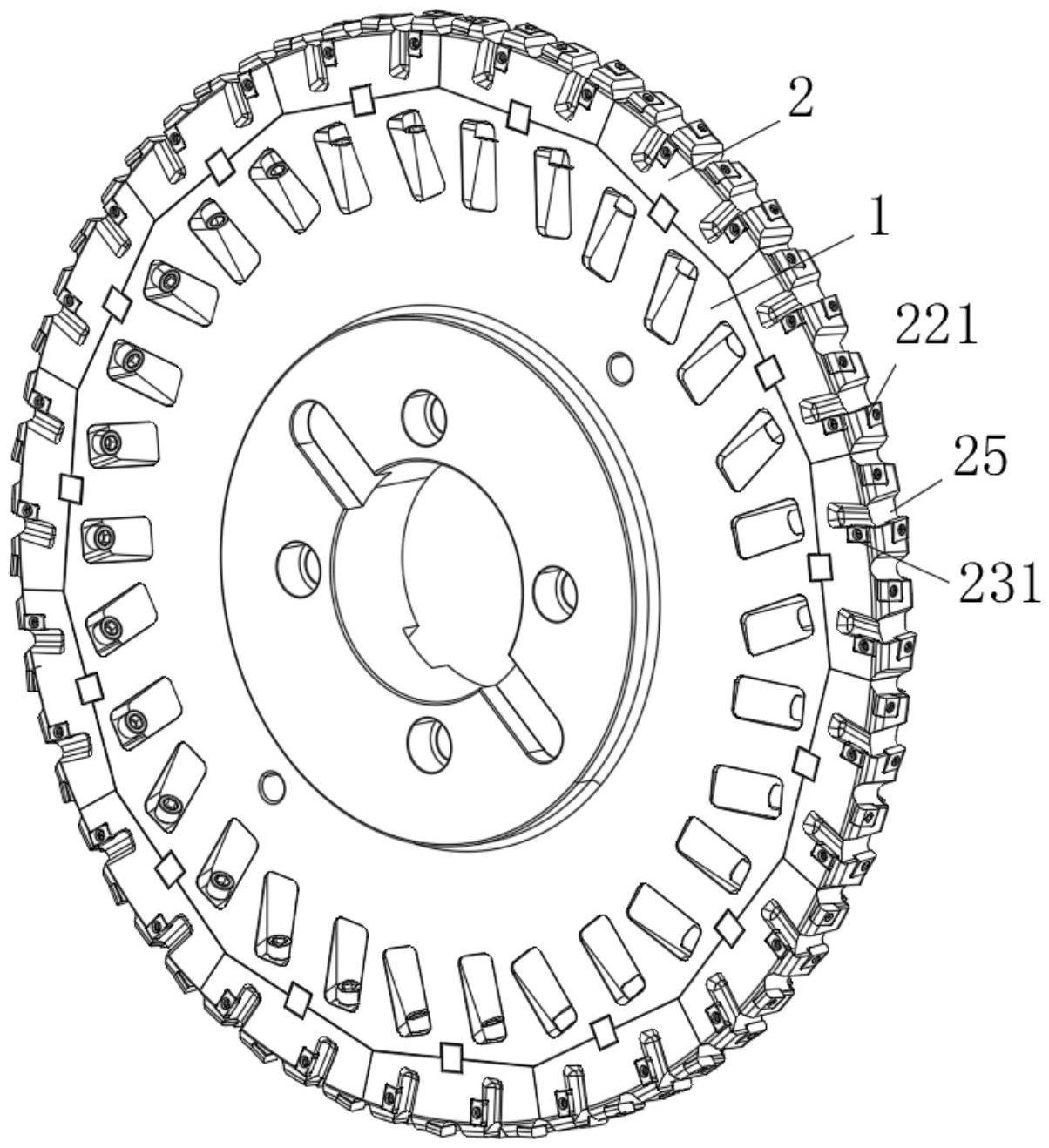
4、轮盘,轮盘的轮面上设置有若干置模槽,且若干置模槽以轮盘的轴为轴心呈环形阵列分布,同时,轮盘的端面上开设有若干第一连接孔,每一置模槽对应有至少一第一连接孔,并且第一连接孔的一端贯穿至对应的置模槽内;
5、刀座,每一置模槽内均设置有一刀座,刀座包括相对且间隔布置的定位面和第一加工面,定位面的两侧和第一加工面的两侧之间形成两相对间隔布置的第二加工面,且定位面与置模槽的槽底接触,若干刀座的第一加工面形成一环形结构,每一刀座的定位面上开设有与第一连接孔对应的第二连接孔,每一刀座的第一加工面上均设置有若干沿轮盘的轴向布置的端面刀槽,每一刀座的两第二加工面上且靠近第一加工面的一侧均设置有若干沿轮盘的径向布置的侧面刀槽,并且,每一端面刀槽均与轮盘的轴向呈倾斜角度布置,每一侧面刀槽均与轮盘的径向呈倾斜角度布置,并且,一端面刀槽对应一侧面刀槽,相对应的端面刀槽和侧面刀槽中,端面刀槽位于第一加工面的一侧且贯穿同侧的第二加工面,对应的侧面刀槽位于另一第二加工面上,相邻两端面刀槽交替布置于第一加工面的两侧,相邻两侧面刀槽均交替布置于两第二加工面上。
6、上述的一种舍弃式模块化凸轮轴复合铣刀,其中,轮盘上且位于每一置模槽的槽底上均设置有一内凹的定位槽,每一刀座的定位面上均开设有与定位槽对应的限位槽,同时,定位槽内安装有定位块,且定位块的一端突出于定位槽外,并在刀座安装于置模槽中时,定位块突出的一端嵌设于限位槽内。
7、上述的一种舍弃式模块化凸轮轴复合铣刀,其中,每一置模槽均对应两第一连接孔和一定位槽,并且,同一置模槽对应的定位槽位于两第一连接孔中间。
8、上述的一种舍弃式模块化凸轮轴复合铣刀,其中,定位槽的槽底开设有一固定孔,定位块上开设有贯穿的沉头孔,且在定位块安装于定位槽内后,沉头孔与固定孔正对并通过螺纹紧固件锁紧。
9、上述的一种舍弃式模块化凸轮轴复合铣刀,其中,若干第一连接孔均设置于轮盘的同一端面上,并且,每一第一连接孔均与轮盘的横截面呈倾斜角度布置,同时,轮盘的端面上且位于每一第一连接孔的孔口处均设置有内凹的装配槽。
10、上述的一种舍弃式模块化凸轮轴复合铣刀,其中,轮盘的一端面上且位于轮盘的一侧轮沿上设置有环形避让缺口,每一刀座的定位面的一侧均设置有延伸至环形避让缺口内的配合块,且在刀座安装于轮盘上时,配合块的侧面与环形避让缺口的侧壁贴合。
11、上述的一种舍弃式模块化凸轮轴复合铣刀,其中,定位面呈平面布置,轮盘呈正多边形布置,且第一加工面呈圆弧形布置。
12、上述的一种舍弃式模块化凸轮轴复合铣刀,其中,刀座上,每一端面刀槽和侧面刀槽均对应有一排屑槽,且在轮盘的转动方向上,排屑槽位于端面刀槽和侧面刀槽的前方,并且,端面刀槽对应的排屑槽的端部与最近的一侧面刀槽对应的排屑槽的端部连通。
13、上述的一种舍弃式模块化凸轮轴复合铣刀,其中,刀座上,端面刀槽和侧面刀槽的一侧均与对应的排屑槽连通。
14、上述的一种舍弃式模块化凸轮轴复合铣刀,其中,刀座上,每一端面刀槽和侧面刀槽内均设置有一锁紧孔,端面刀片和开槽刀片均通过螺钉分别安装于端面刀槽和侧面刀槽对应的锁紧孔内。
15、上述的一种舍弃式模块化凸轮轴复合铣刀,其中,每一刀座的两端均设置有内凹缺口,在相邻两刀座安装于相邻两置模槽内时,两刀座相互靠近的端部上的两个内凹缺口组成一排屑槽。
16、上述技术方案的积极效果是:
17、上述的舍弃式模块化凸轮轴复合铣刀,通过在轮盘的轮沿上设置若干置模槽,每一置模槽中均可拆卸安装有一刀座,同时,每一刀座的第一加工面和两第二加工面上分别设置有端面刀槽和侧面刀槽用于安装端面刀片和开槽刀片,实现对凸轮轴上关键部位余量的去除以及不需要二次加工部位的加工,满足一刀具加工需求,避免了因更换刀具导致的加工效率低的问题,另外,还刀座可相对于轮盘进行拆装,可通过更换不同类型的刀座来满足凸轮轴上不同位置或不同型号的凸轮轴的加工,提高了适应性,提升了轮盘的利用率,同时,还能单独更换因加工易损坏的刀座,无需整体更换轮盘和未损坏的刀座,降低了制造和使用成本,利于凸轮轴的加工。
技术特征:
1.一种舍弃式模块化凸轮轴复合铣刀,其特征在于,包括:
2.根据权利要求1所述的舍弃式模块化凸轮轴复合铣刀,其特征在于,所述轮盘上且位于每一所述置模槽的槽底上均设置有一内凹的定位槽,每一所述刀座的所述定位面上均开设有与所述定位槽对应的限位槽,同时,所述定位槽内安装有定位块,且所述定位块的一端突出于所述定位槽外,并在所述刀座安装于所述置模槽中时,所述定位块突出的一端嵌设于所述限位槽内。
3.根据权利要求2所述的舍弃式模块化凸轮轴复合铣刀,其特征在于,每一所述置模槽均对应两所述第一连接孔和一所述定位槽,并且,同一所述置模槽对应的所述定位槽位于两所述第一连接孔中间。
4.根据权利要求2所述的舍弃式模块化凸轮轴复合铣刀,其特征在于,所述定位槽的槽底开设有一固定孔,所述定位块上开设有贯穿的沉头孔,且在所述定位块安装于所述定位槽内后,所述沉头孔与所述固定孔正对并通过螺纹紧固件锁紧。
5.根据权利要求1所述的舍弃式模块化凸轮轴复合铣刀,其特征在于,若干所述第一连接孔均设置于所述轮盘的同一端面上,并且,每一所述第一连接孔均与所述轮盘的横截面呈倾斜角度布置,同时,所述轮盘的端面上且位于每一所述第一连接孔的孔口处均设置有内凹的装配槽。
6.根据权利要求1所述的舍弃式模块化凸轮轴复合铣刀,其特征在于,所述轮盘的一端面上且位于所述轮盘的一侧轮沿上设置有环形避让缺口,每一所述刀座的所述定位面的一侧均设置有延伸至所述环形避让缺口内的配合块,且在所述刀座安装于所述轮盘上时,所述配合块的侧面与所述环形避让缺口的侧壁贴合。
7.根据权利要求1所述的舍弃式模块化凸轮轴复合铣刀,其特征在于,所述定位面呈平面布置,所述轮盘呈正多边形布置,且所述第一加工面呈圆弧形布置。
8.根据权利要求1所述的舍弃式模块化凸轮轴复合铣刀,其特征在于,所述刀座上,每一所述端面刀槽和所述侧面刀槽均对应有一排屑槽,且在所述轮盘的转动方向上,所述排屑槽位于所述端面刀槽和所述侧面刀槽的前方,并且,所述端面刀槽对应的所述排屑槽的端部与最近的一所述侧面刀槽对应的所述排屑槽的端部连通。
9.根据权利要求8所述的舍弃式模块化凸轮轴复合铣刀,其特征在于,所述刀座上,所述端面刀槽和所述侧面刀槽的一侧均与对应的所述排屑槽连通。
10.根据权利要求8或9所述的舍弃式模块化凸轮轴复合铣刀,其特征在于,每一所述刀座的两端均设置有内凹缺口,在相邻两所述刀座安装于相邻两所述置模槽内时,两所述刀座相互靠近的端部上的两个所述内凹缺口组成一所述排屑槽。
技术总结
本技术提供了一种舍弃式模块化凸轮轴复合铣刀,属于加工刀具的技术领域。本技术通过在轮盘的轮面上设置若干置模槽并于置模槽内可拆卸安装有刀座,并于刀座的第一加工面和两第二加工面上分别设置有端面刀槽和侧面刀槽来安装于端面刀片和开槽刀片,满足一刀具完成凸轮轴上多部位加工的使用需求,避免了因不同部位需要跟换不同刀具导致的加工效率低的问题,满足复合加工需求,另外,轮盘上的刀座可根据不同型号的凸轮轴以及其上不同加工位置进行更换,适应性更高,轮盘利用率更高,且能在易损件刀座损坏的情况下单独更换相应的刀座,无需整体更换轮盘和其他未损刀座,降低了制造和使用成本,利于凸轮轴的加工。
技术研发人员:任元平,柏桂华
受保护的技术使用者:宁波川景誉机械科技发展有限公司
技术研发日:20230217
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!