一种航空铝板加工定位机构的制作方法
本技术涉及航空铝板加工,具体为一种航空铝板加工定位机构。
背景技术:
1、航空铝板是经过高温氧化等特殊处理过的铝镁合金,可以经受几千度高温或强大的冲击力,是一种强度和防腐性能都较高的铝制品,具有轻巧耐用等特点。
2、目前市面上的航空铝板加工完后需要将航空铝板产品从加工机器工作台上取下来,在取下的过程中存在一定的风险,易导致被加工机器误伤,故而提出一种航空铝板加工定位机构来解决上述问题。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种航空铝板加工定位机构,具备自动移出危险加工区等优点,解决了目前市面上的航空铝板加工完后需要将航空铝板产品从加工机器工作台上取下来,在取下的过程中存在一定的风险,易导致被加工机器误伤的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种航空铝板加工定位机构,包括固定板,所述固定板的正面固定安装有长板,所述固定板的正面设置有航空铝板加工定位机构。
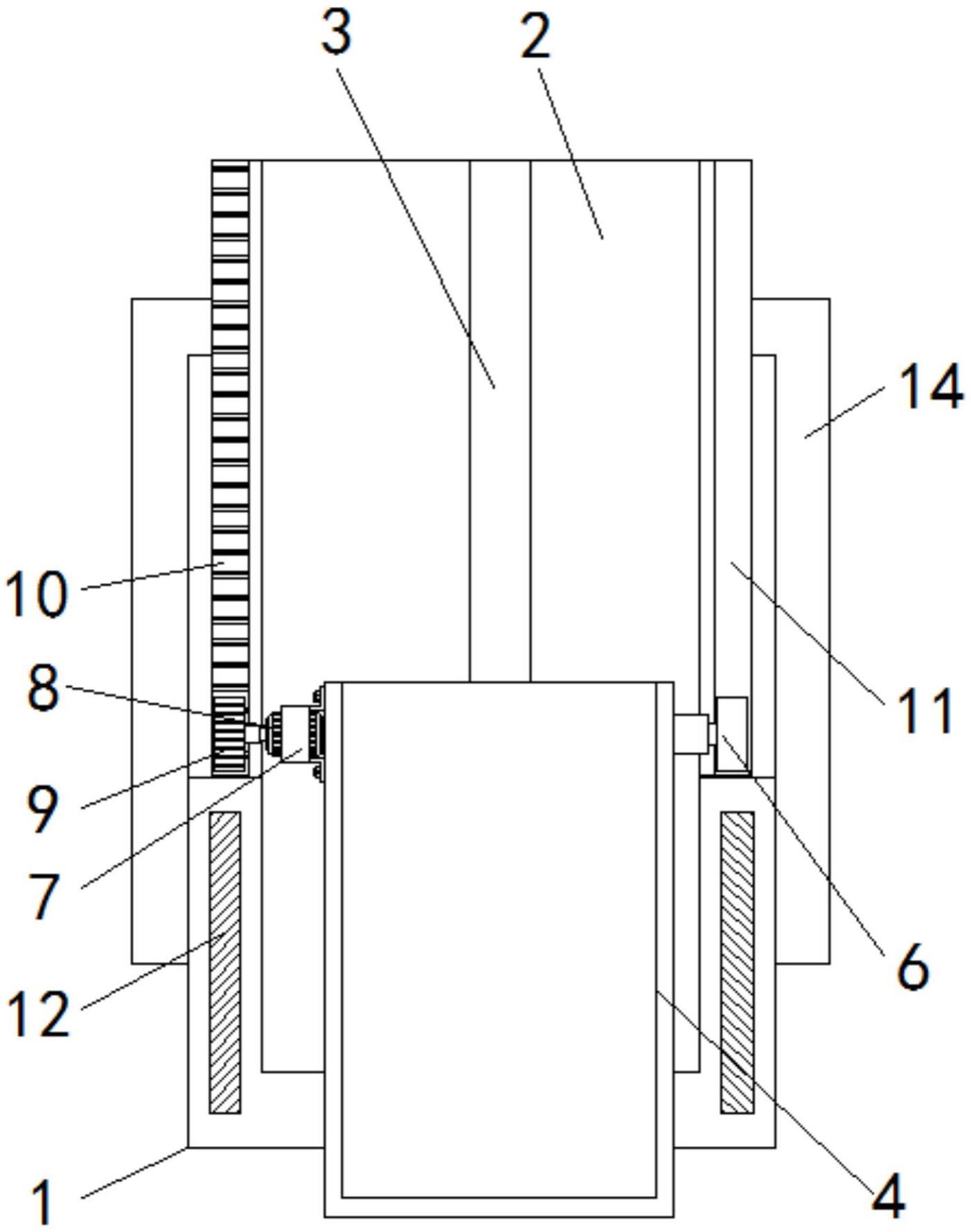
3、所述航空铝板加工定位机构包括开设于长板表面的滑槽,所述长板的表面活动安装有定位板,所述定位板的背面固定安装有滑块,所述定位板的右侧转动安装有滚轮,所述定位板的左侧固定安装有电机架,所述电机架的内部固定安装有电机,所述电机的输出端固定安装有齿轮,所述长板的左侧固定安装有齿条,所述长板的右侧固定安装有空槽条,所述固定板的顶部固定安装有数量为两个的止推架,两个所述止推架的背面均固定安装有数量为两个的电动推杆,所述固定板的两侧均固定安装有站架。
4、进一步,所述固定板的表面积小于长板的表面积,所述长板的长度大于定位板的两倍长度,所述滑槽位于长板的中心部位,所述定位板的表面开设有凹槽。
5、进一步,所述定位板的宽度小于长板的宽度,所述滑块滑动安装于滑槽的内部,所述定位板与长板通过滑块和滑槽滑动连接。
6、进一步,所述滚轮滑动安装于空槽条的内部,所述电机与定位板通过电机架固定连接,所述电机的输出端朝向左方。
7、进一步,所述齿轮的宽度小于齿条的宽度,所述齿轮啮合安装于齿条的表面,所述齿条的长度与空槽条的长度相同。
8、进一步,两个所述止推架分别位于长板的两侧,四个所述电动推杆的输出端均朝向定位板,所述站架位于长板的背面。
9、与现有技术相比,本申请的技术方案具备以下有益效果:
10、该航空铝板加工定位机构,通过电机驱动齿轮在齿条的表面顺时针旋转迫使定位板向止推架的顶部滑动,达到了方便在定位板表面放置航空铝板的效果,通过电机驱动齿轮逆时针旋转迫使定位板滑向两个止推架之间,之后两个止推架内部安装的电动推杆展开将定位板表面放置的航空铝板挤压,从而达到了将航空铝板定位在定位板的表面的效果,外界的加工机器在两个止推架之间对航空铝板进行加工完毕之后电动推杆缩回,解除对航空铝板的挤压,然后电机驱动齿轮在齿条的表面顺时针旋转迫使定位板向止推架的顶部滑动,从而达到了自动移出危险加工区的效果。
技术特征:
1.一种航空铝板加工定位机构,包括固定板(1),其特征在于:所述固定板(1)的正面固定安装有长板(2),所述固定板(1)的正面设置有航空铝板加工定位机构;
2.根据权利要求1所述的一种航空铝板加工定位机构,其特征在于:所述固定板(1)的表面积小于长板(2)的表面积,所述长板(2)的长度大于定位板(4)的两倍长度,所述滑槽(3)位于长板(2)的中心部位,所述定位板(4)的表面开设有凹槽。
3.根据权利要求1所述的一种航空铝板加工定位机构,其特征在于:所述定位板(4)的宽度小于长板(2)的宽度,所述滑块(5)滑动安装于滑槽(3)的内部,所述定位板(4)与长板(2)通过滑块(5)和滑槽(3)滑动连接。
4.根据权利要求1所述的一种航空铝板加工定位机构,其特征在于:所述滚轮(6)滑动安装于空槽条(11)的内部,所述电机(8)与定位板(4)通过电机架(7)固定连接,所述电机(8)的输出端朝向左方。
5.根据权利要求1所述的一种航空铝板加工定位机构,其特征在于:所述齿轮(9)的宽度小于齿条(10)的宽度,所述齿轮(9)啮合安装于齿条(10)的表面,所述齿条(10)的长度与空槽条(11)的长度相同。
6.根据权利要求1所述的一种航空铝板加工定位机构,其特征在于:两个所述止推架(12)分别位于长板(2)的两侧,四个所述电动推杆(13)的输出端均朝向定位板(4),所述站架(14)位于长板(2)的背面。
技术总结
本技术涉及一种航空铝板加工定位机构,包括固定板,所述固定板的正面固定安装有长板。该航空铝板加工定位机构,通过电机驱动齿轮在齿条的表面顺时针旋转迫使定位板向止推架的顶部滑动,达到了方便在定位板表面放置航空铝板的效果,通过电机驱动齿轮逆时针旋转迫使定位板滑向两个止推架之间,之后两个止推架内部安装的电动推杆展开将定位板表面放置的航空铝板挤压,从而达到了将航空铝板定位在定位板的表面的效果,外界的加工机器在两个止推架之间对航空铝板进行加工完毕之后电动推杆缩回,解除对航空铝板的挤压,然后电机驱动齿轮在齿条的表面顺时针旋转迫使定位板向止推架的顶部滑动,从而达到了自动移出危险加工区的效果。
技术研发人员:华巍,张峰
受保护的技术使用者:深圳市华航铝业航材有限公司
技术研发日:20230222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!