一种卷制大直径筒体的卷圆工装的制作方法
本技术属于卷圆辅助设备制造,具体涉及一种卷制大直径筒体的卷圆工装。
背景技术:
1、筒体工件的制作过程中经常会用到卷板机,而当卷板机卷制大直径的工件时,由于卷板厚度和卷圆直径的比例严重失调,卷制过程中工件的下半部分不足以支撑上面已预弯部分的重量,从而导致上面已预弯部分会瞬时弯曲下来,造成工件报废或卷圆不合格的情况;另外假设有人在卷板机两侧,还可能会造成人员伤亡或设备损坏,并且此时的工件已经弯曲,如需恢复圆弧或直段,困难较大。
2、现有针对大直径工件的卷制方案中采用有在卷板机上配制内支撑的方法,但此装置受材料、结构的限制较大,无法满足更大直径的卷圆需求。另外还有采用多个脚轮吊装方式来对上半部圆弧进行支撑的工装,但这种方式仅适用于具有一定厚度或卷圆材料硬度大的工件,对于直径特别大而材料又特别薄的工件会由于上部受力为点接触,造成工件在支撑点处受力凸出变形的现象。
3、因此,亟需一种适用范围广且用于制大直径筒体的卷圆工装,能够满足大直径薄工件的卷圆制作。
技术实现思路
1、本实用新型的目的是:克服现有卷圆设备中在卷制大直径薄工件时容易造成工件弯折变形或受力凸出变形的问题,提供一种卷制大直径筒体的卷圆工装,通过吊装机构中的上部辊道与卷板机本体中的下部辊道对卷圆工件同时提供支撑和传动作用,在保证能够进行大直径卷圆工作的同时,还具有避免薄工件受力变形的功能,提高卷圆工件的成型质量和工作效率。
2、为实现上述目的,本实用新型采用了以下技术方案:一种卷制大直径筒体的卷圆工装,包括上下对应设置的卷板机本体和吊装机构,所述卷板机本体的左右两侧分别设置卷板机固定侧和卷板机翻转侧,卷板机固定侧和卷板机翻转侧之间通过平行设置的两个下部第一转动辊连接,两个所述下部第一转动辊的上方中部设置下部第二转动辊,且上下转动辊之间设置有下部辊道;所述吊装机构包括水平设置的支撑横杠,支撑横杠的上端面上通过轴承座转动连接有滚杠,滚杠与支撑横杠之间设置有上部辊道;所述支撑横杠的上端面两端头对称设置有吊装吊耳,两个吊装吊耳之间固定连接有吊具,吊具的中部悬挂在行车上;所述上部辊道与所述下部辊道内配合连接卷圆工件,且上部辊道的中部与卷圆工件的顶部对应设置,下部辊道的中部与卷圆工件的底部对应设置。
3、所述上部辊道和下部辊道内的间隙大小与所述卷圆工件的厚度相适应,保证所述上部辊道和下部辊道与所述卷圆工件均为贴合连接。
4、所述支撑横杠为矩形方管,两个所述吊装吊耳采用焊接方式固定连接在所述支撑横杠的上端面上。
5、所述滚杠在所述支撑横杠的上端面上沿长度方向上至少设置一个。
6、所述滚杠和所述轴承座在支撑横杠的上端面上设置有两套,且所述滚杠的直径与宽度比为1:15。
7、所述吊具采用牵引绳或链条固定连接在两个所述吊装吊耳之间,吊具在两个所述吊装吊耳和吊点之间构成三角形结构。
8、本实用新型的有益效果是:
9、1)本实用新型装置通过吊装机构中的上部辊道与卷板机本体中的下部辊道对卷圆工件同时提供支撑和传动作用,在保证能够进行大直径卷圆工作的同时,还具有避免薄工件受力变形的功能,提高卷圆工件的成型质量和工作效率。
10、2)本实用新型装置中滚杠与支撑横杠之间构成上部辊道,上部辊道与卷圆工件之间形成面接触,因此将传统对卷圆工件上部的线支撑力改变成了面支撑力,增大了支撑点处的接触面积从而解决了薄工件易受力变形的缺陷,不仅提高了工作效率,还能够保证卷圆工件的成型质量。
11、3)本实用新型装置中将吊装机构与卷板机本体设置为分体机构,在能够方便安装拆卸的同时,还能够随时调整吊装机构的吊装高度,从而可根据卷圆工件的不同直径随时调整工装的适配尺寸,在吊装机构与卷板机本体的尺寸范围内可进行任意直径的卷圆工作,故使用范围广泛,提高了工装的实用性。
技术特征:
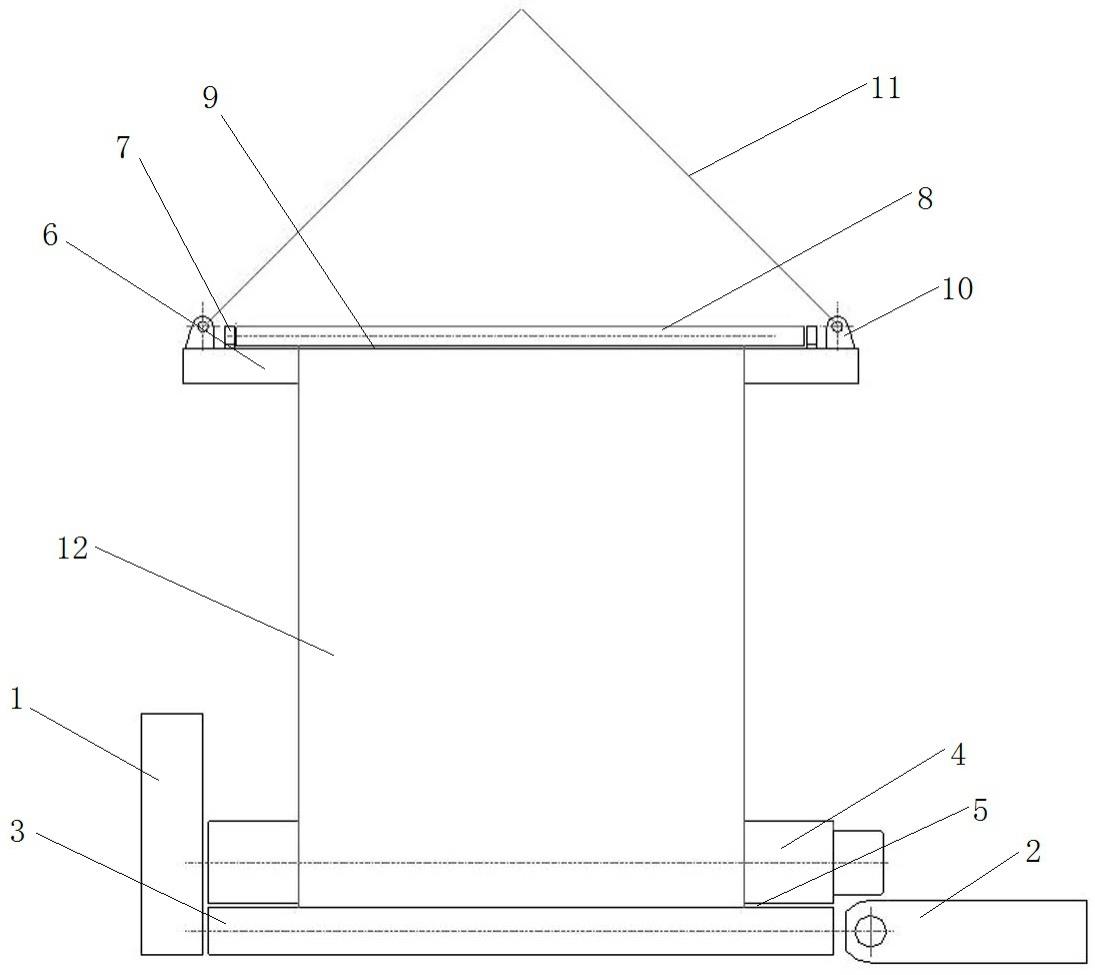
1.一种卷制大直径筒体的卷圆工装,其特征在于:包括上下对应设置的卷板机本体和吊装机构,所述卷板机本体的左右两侧分别设置卷板机固定侧(1)和卷板机翻转侧(2),卷板机固定侧(1)和卷板机翻转侧(2)之间通过平行设置的两个下部第一转动辊(3)连接,两个所述下部第一转动辊(3)的上方中部设置下部第二转动辊(4),且上下转动辊之间设置有下部辊道(5);所述吊装机构包括水平设置的支撑横杠(6),支撑横杠(6)的上端面上通过轴承座(7)转动连接有滚杠(8),滚杠(8)与支撑横杠(6)之间设置有上部辊道(9);所述支撑横杠(6)的上端面两端头对称设置有吊装吊耳(10),两个吊装吊耳(10)之间固定连接有吊具(11),吊具(11)的中部悬挂在行车上;所述上部辊道(9)与所述下部辊道(5)内配合连接卷圆工件(12),且上部辊道(9)的中部与卷圆工件(12)的顶部对应设置,下部辊道(5)的中部与卷圆工件(12)的底部对应设置。
2.根据权利要求1所述的一种卷制大直径筒体的卷圆工装,其特征在于:所述上部辊道(9)和下部辊道(5)内的间隙大小与所述卷圆工件(12)的厚度相适应,保证所述上部辊道(9)和下部辊道(5)与所述卷圆工件(12)均为贴合连接。
3.根据权利要求1所述的一种卷制大直径筒体的卷圆工装,其特征在于:所述支撑横杠(6)为矩形方管,两个所述吊装吊耳(10)采用焊接方式固定连接在所述支撑横杠(6)的上端面上。
4.根据权利要求1或3所述的一种卷制大直径筒体的卷圆工装,其特征在于:所述滚杠(8)在所述支撑横杠(6)的上端面上沿长度方向上至少设置一个。
5.根据权利要求1所述的一种卷制大直径筒体的卷圆工装,其特征在于:所述滚杠(8)和所述轴承座(7)在支撑横杠(6)的上端面上设置有两套,且所述滚杠(8)的直径与宽度比为1:15。
6.根据权利要求1所述的一种卷制大直径筒体的卷圆工装,其特征在于:所述吊具(11)采用牵引绳或链条固定连接在两个所述吊装吊耳(10)之间,吊具(11)在两个所述吊装吊耳(10)和吊点之间构成三角形结构。
技术总结
本技术公开了一种卷制大直径筒体的卷圆工装,属于卷圆辅助设备制造技术领域;包括卷板机本体和吊装机构,卷板机本体上设置有两个下部第一转动辊,两个下部第一转动辊的上方中部设置下部第二转动辊,且上下转动辊之间设置有下部辊道;吊装机构包括水平设置的支撑横杠,支撑横杠的上端面上通过轴承座转动连接有滚杠,滚杠与支撑横杠之间设置有上部辊道;上部辊道与下部辊道内配合连接卷圆工件,且上部辊道的中部与下部辊道的中部对应设置。本技术装置通过吊装机构与卷板机本体中的上下辊道对卷圆工件同时提供支撑和传动作用,在保证能够进行大直径卷圆工作的同时,还具有避免薄工件受力变形的功能,提高卷圆工件的成型质量和工作效率。
技术研发人员:孙庆国,杨坤鹏,冯国政
受保护的技术使用者:福士德锅炉有限公司
技术研发日:20230223
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!