一种金属冲剪装置的制作方法
本技术涉及金属冲剪设备领域,特别设计一种金属冲剪装置。
背景技术:
1、板材通过冲剪机上、下模的相对运动而成型,现有的冲剪机在冲切外轮廓相同,但内部孔位不同的加工件时,需要手动调整或更换冲模,需要耗费额外的工时;而经过冲剪后的零件,仍然需要手工叠压装配在一起,效率低。
2、因此需要一种可以自动调整冲模的冲剪机,在冲剪完工件后,自动叠压装配。
技术实现思路
1、本实用新型旨在至少在一定程度上解决上述技术中的技术问题之一。为此,本实用新型的目的在于提出一种金属冲剪装置,通过设置自动调整的冲模,实现对冲孔状态的自动化调整,和自动叠压装配。
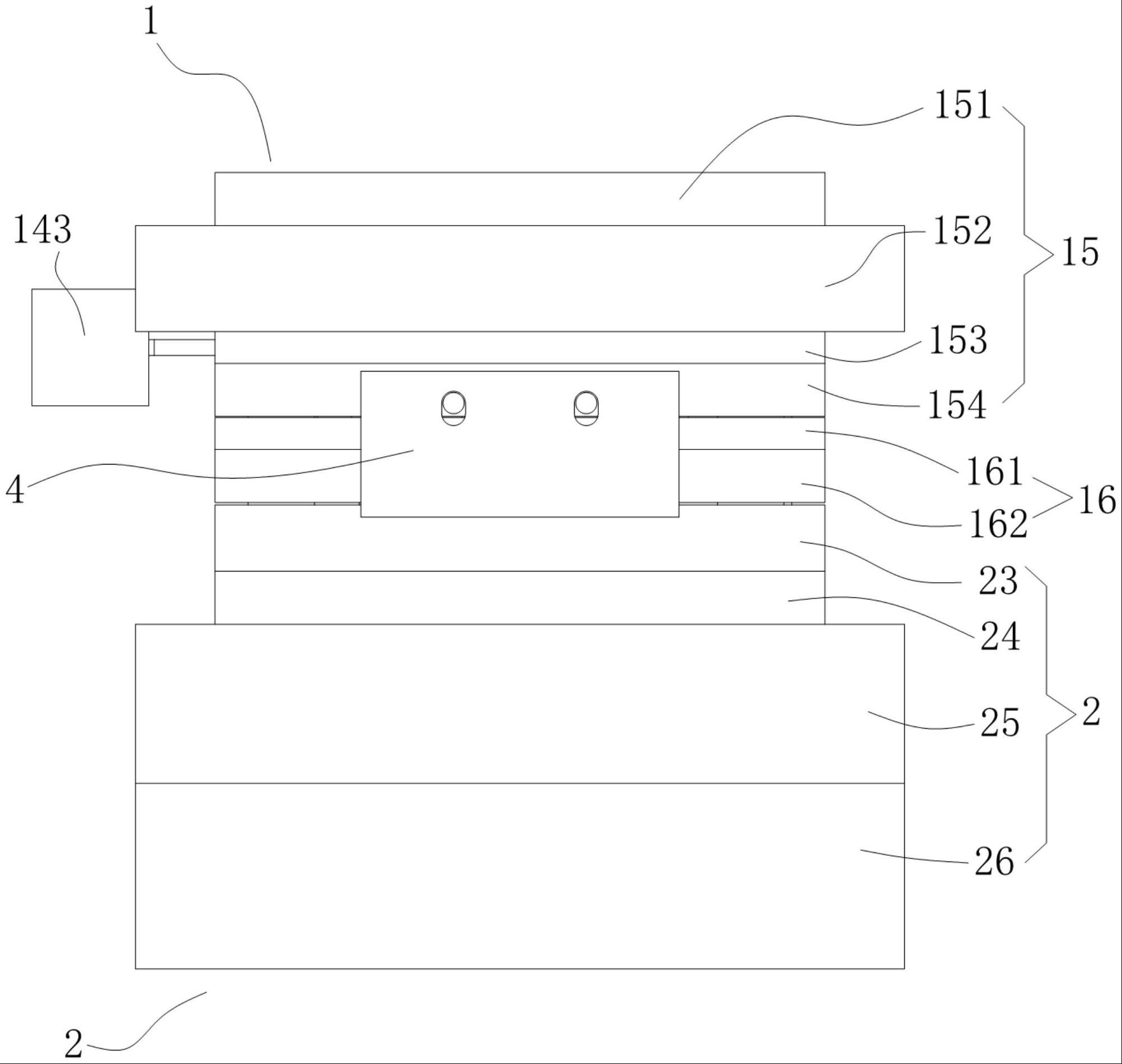
2、为达到上述目的,本实用新型的实施例提出了一种金属冲剪装置,包括:
3、下压结构和承压结构,两者通过导向元件可活动的连接在一起,两者之间形成供料板通过的空间,外部动力驱动所述下压结构上下运动,靠近或远离所述承压结构;
4、所述下压结构设有冲孔组件、冲耳组件、成型组件和活动组件,所述活动组件包括上齿板和下齿板,以及控制所述上齿板活动的动力元件,所述动力元件带动所述上齿板运动,使所述上齿板上的齿顶对抵所述下齿板的齿顶或齿底,所述下齿板底部设有所述冲孔组件,所述活动组件活动,带动所述冲孔组件开启或关闭冲孔功能;
5、所述承压结构对应所述冲耳组件设有顶料组件,两者之间接触的端面形成凹凸配合;对应所述成型组件形成成型孔,所述成型孔侧壁设有使加工件侧面发生塑性形变的铆紧元件。
6、料板进入后,下压结构向下运动,料板可以在所述冲孔组件下压下形成冲孔,或在所述冲耳组件下压下形成向下的凸起,所述成型组件将完成前述工序的料板冲切,形成加工件落入所述成型孔,通过所述突起与所述冲孔的配合,实现加工件之间的定位和初步固定,所述铆紧元件约束加工件空间位置,使加工件同轴堆叠于其上空间,随着后续加工件的不断落入,成型组件不断下压,迫使加工件在穿过所述成型孔时,被铆紧元件挤压,形成沿着厚度方向的塑性形变,实现加工件之间的相互固定。
7、根据本实用新型实施例的一种金属冲剪装置,由于下压结构设有活动组件,活动组件运动,使冲孔组件开启或关闭冲孔功能,实现对冲孔状态的自动化调整,通过铆紧元件对加工件边的挤压,使加工件之间进一步固定。
8、另外,根据本实用新型上述实施例提出的一种金属冲剪装置,还可以具有如下附加的技术特征:
9、可选地,所述下压结构包括压力组件和设于其底面的压板组件,两者之间设有弹性元件,所述弹性元件推动所述压板组件与所述压力组件保持间隙。
10、可选地,所述冲孔组件包括第一冲孔元件和第二冲孔元件,所述活动组件包括第一活动元件和第二活动元件,所述第一冲孔元件设于所述第一活动元件的下齿板,所述第二冲孔元件设于所述第二活动元件的下齿板;所述第一活动元件和所述第二活动元件独立控制与其连接的冲孔元件。
11、可选地,所述成型组件包括成型元件和压紧元件,所述压紧元件沿冲剪方向贯通设于所述成型元件内;所述压紧元件下端形成伸入加工件冲孔的梯形压紧端。
12、可选地,所述铆紧元件外环设有润滑油槽,所述润滑油槽与外部润滑油系统连通。
13、可选地,所述下压结构一侧设有剪料元件,所述下压结构运动,带动所述剪料元件切断余料。
技术特征:
1.一种金属冲剪装置,其特征在于:包括:
2.如权利要求1所述一种金属冲剪装置,其特征在于:所述下压结构包括压力组件和设于其底面的压板组件,两者之间设有弹性元件,所述弹性元件推动所述压板组件与所述压力组件保持间隙。
3.如权利要求1所述一种金属冲剪装置,其特征在于:所述冲孔组件包括第一冲孔元件和第二冲孔元件,所述活动组件包括第一活动元件和第二活动元件,所述第一冲孔元件设于所述第一活动元件的下齿板,所述第二冲孔元件设于所述第二活动元件的下齿板;所述第一活动元件和所述第二活动元件独立控制与其连接的冲孔元件。
4.如权利要求1所述一种金属冲剪装置,其特征在于:所述成型组件包括成型元件和压紧元件,所述压紧元件沿冲剪方向贯通设于所述成型元件内;所述压紧元件下端形成伸入加工件冲孔的梯形压紧端。
5.如权利要求1所述一种金属冲剪装置,其特征在于:所述铆紧元件外环设有润滑油槽,所述润滑油槽与外部润滑油系统连通。
6.如权利要求1所述一种金属冲剪装置,其特征在于:所述下压结构一侧设有剪料元件,所述下压结构运动,带动所述剪料元件切断余料。
技术总结
本技术公开了一种金属冲剪装置,包括:下压结构和承压结构,两者通过导向元件可活动的连接在一起,外部动力驱动下压结构上下运动,靠近或远离承压结构,下压结构设有冲孔组件、冲耳组件、成型组件和活动组件,活动组件包括上齿板和下齿板,以及控制上齿板活动的动力元件,动力元件带动上齿板运动,使上齿板上的齿顶对抵下齿板的齿顶或齿底,下齿板底部设有冲孔组件,活动组件活动,带动冲孔组件开启或关闭冲孔功能;承压结构对应冲耳组件设有顶料组件,两者之间接触的端面形成凹凸配合;对应成型组件形成成型孔,成型孔侧壁设有使加工件侧面发生塑性形变的铆紧元件。本技术实现对冲孔状态的自动调整自动叠压装配。
技术研发人员:魏旻,张金铨
受保护的技术使用者:建宁和骏工业有限公司
技术研发日:20230223
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!