一种多工位液压夹具的制作方法
本技术属于工装夹具,涉及一种多工位液压夹具。
背景技术:
1、对于汽车制动器主缸类工件机械加工,传统夹具在采用单件装夹,并通过手工旋转螺杆的方式进行夹紧, 由于缺乏辅助预夹紧,装夹工件时需要双手操作,一支手需要抵紧工件,另一支手实施夹紧操作,效率低,劳动强度大,并且存在很大的安全隐患。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种能够解决上述问题的多工位液压夹具。
2、为达到上述目的,本实用新型提供如下技术方案:
3、一种多工位液压夹具,包括一对液压缸,液压缸对称的固定在桥板的下端面上,液压缸的活塞杆穿过桥板向上延伸,活塞杆的顶端以铰链方式链接有铰链压板,活塞杆的上端与铰链压板的中部连接,活塞杆两侧的桥板上固定有联接块,联接块的上端连接有定位块,定位块上方放置工件,定位块对工件进行定位,铰链压板能够在活塞的带动下压紧定位块上的工件,铰链压板的下端与工件对应的位置处设置有上压紧块,上压紧块的下端面设置有对工件进行轴向预压紧的预压紧机构一,上压紧块的侧部还连接有对工件进行垂直向预压紧的预压紧机构二。
4、进一步的,联接块上固定有t型螺钉,定位块的下端面上开有与t型螺钉相配合的t型槽,定位块的t型槽在前后方向上水平贯穿定位块的底面。
5、进一步的,联接块后部的上端面上开有十字型定位槽,十字型定位槽的前后向的凹槽内固定有纵向定位键,纵向定位键的前端上固定t型螺钉,纵向定位键两侧的横向十字型定位槽内固定有横向定位键,定位块后端面紧靠横向定位键,纵向定位键嵌入定位块底部t型槽内。
6、进一步的,铰链压板的下端面通过倒置的t型块连接上压紧块,上压紧块的上端面上开有与t型块相配合的t型通槽,预压紧机构一包括止推套、止推弹簧和止推销,上压紧块的下端面上开有沉孔,止推套位于沉孔内,止推套的开口朝下,止推弹簧位于止推套内,止推销的上端位于止推套内,止推销的下端延伸到止推套外部用于与工件预压紧,止推弹簧的一端固定在止推套的上端底面上,止推弹簧的下端与止推销的上端面固结。
7、进一步的,上压紧块的前端面上固定有连接杆,连接杆的一端固定在上压紧块上,连接杆的另外一端朝向远离活塞杆的方向延伸,连接杆的此端固定有预压紧机构二,预压紧机构二包括预紧联接块、辅助压杆和预紧弹簧,预紧联接块的侧壁固定在连接杆上,预紧联接块的下端开口,辅助压杆的上端伸入到预紧联接块内穿过预紧联接块的上端面后通过限位件限位,辅助压杆能够上下移动,预紧联接块内部的辅助压杆上套有预紧弹簧,辅助压杆上设置有预紧弹簧的限位台阶。
8、进一步的,桥板与设备工作台连接固定,桥板里面分布有与液压缸连通的液压油路,桥板的侧面设置有与液压油路连通的进油孔和出油孔。
9、进一步的,铰链压板后方的桥板上固定有防转杆,防转杆与铰链压板固定连接,防转杆用于保证铰链压板压紧工件时只能上下移动。
10、本实用新型的有益效果在于:
11、1、本实用新型整体结构紧凑,一次装夹4个工件,具有夹紧行程短,可靠性高的有益效果;
12、2、本实用新型利用双v型块快速定位,采用垂直和轴向双向辅助定位方式,装夹简单,可靠性高;
13、3、本实用新型适用多主轴加工中心设备对于系列零件加工,通用性强;
14、4、本实用新型采用液压夹紧,零件装夹效率较普通手工螺杆夹具提升3倍;
15、5、本实用新型装夹方式简单可靠,适合于机械手等自动生产线。
16、本实用新型的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本实用新型的实践中得到教导。本实用新型的目标和其他优点可以通过下面的说明书来实现和获得。
技术特征:
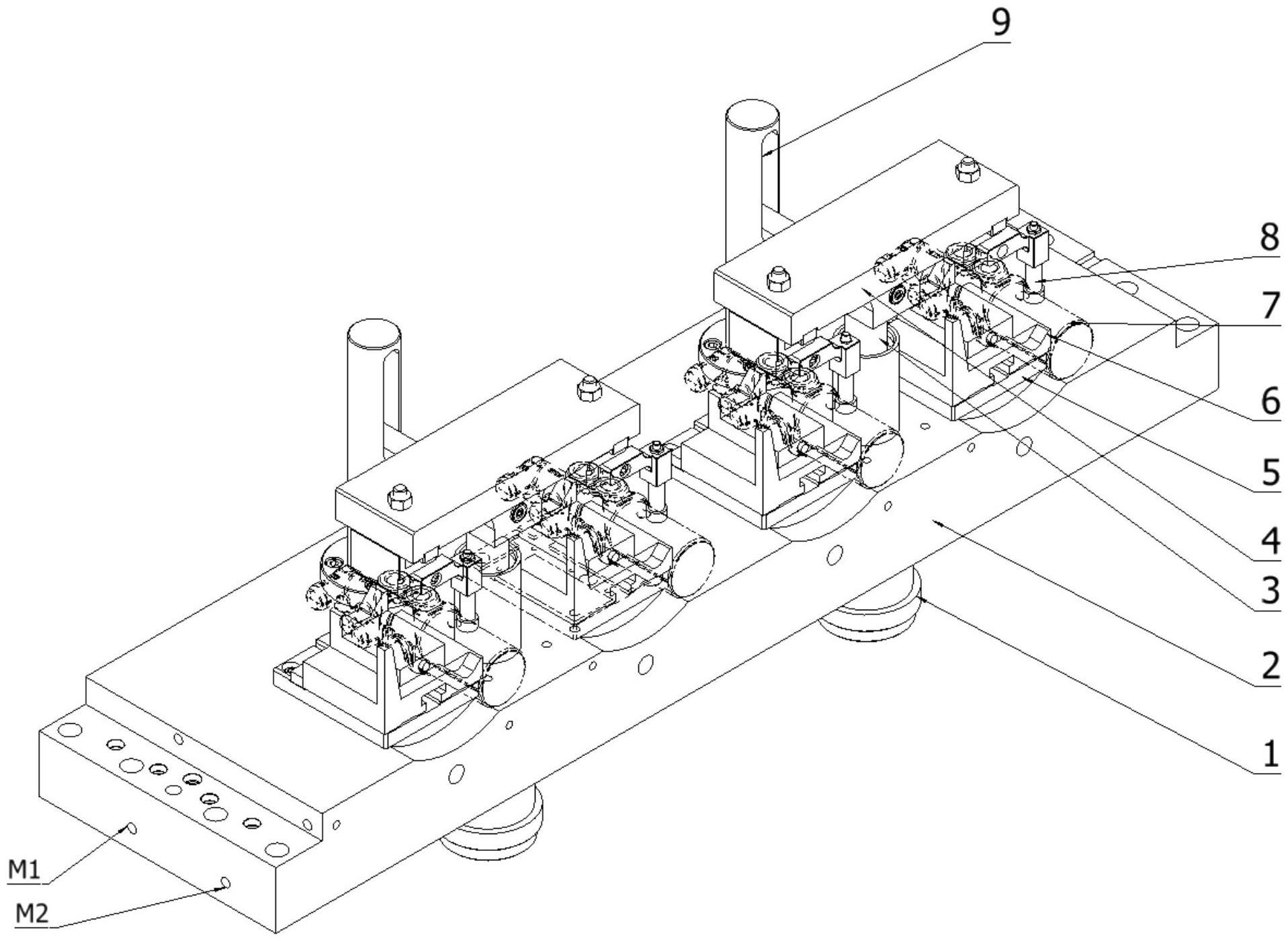
1.一种多工位液压夹具,其特征在于:包括一对液压缸(1),液压缸(1)对称的固定在桥板(2)的下端面上,液压缸(1)的活塞杆(3)穿过桥板(2)向上延伸,活塞杆(3)的顶端以铰链方式链接有铰链压板(4),活塞杆(3)的上端与铰链压板(4)的中部连接,活塞杆(3)两侧的桥板(2)上固定有联接块(5),联接块(5)的上端连接有定位块(6),定位块(6)上方放置工件,定位块(6)对工件(7)进行定位,铰链压板(4)能够在活塞的带动下压紧定位块(6)上的工件(7),铰链压板(4)的下端与工件(7)对应的位置处设置有上压紧块(18),上压紧块(18)的下端面设置有对工件(7)进行轴向预压紧的预压紧机构一,上压紧块(18)的侧部还连接有对工件(7)进行垂直向预压紧的预压紧机构二。
2.根据权利要求1所述的一种多工位液压夹具,其特征在于:联接块(5)上固定有t型螺钉(12),定位块(6)的下端面上开有与t型螺钉(12)相配合的t型槽,定位块(6)的t型槽在前后方向上水平贯穿定位块(6)的底面。
3.根据权利要求2所述的一种多工位液压夹具,其特征在于:联接块(5)后部的上端面上开有十字型定位槽,十字型定位槽的前后向的凹槽内固定有纵向定位键(11),纵向定位键(11)的前端上固定t型螺钉(12),纵向定位键(11)两侧的横向十字型定位槽内固定有横向定位键(10),定位块(6)后端面紧靠横向定位键(10),纵向定位键(11)嵌入定位块(6)底部t型槽内。
4.根据权利要求1所述的一种多工位液压夹具,其特征在于:铰链压板(4)的下端面通过倒置的t型块连接上压紧块(18),上压紧块(18)的上端面上开有与t型块相配合的t型通槽,预压紧机构一包括止推套(17)、止推弹簧(16)和止推销(15),上压紧块(18)的下端面上开有沉孔,止推套(17)位于沉孔内,止推套(17)的开口朝下,止推弹簧(16)位于止推套(17)内,止推销(15)的上端位于止推套(17)内,止推销(15)的下端延伸到止推套(17)外部用于与工件(7)预压紧,止推弹簧(16)的一端固定在止推套(17)的上端底面上,止推弹簧(16)的下端与止推销(15)的上端面固结。
5.根据权利要求1所述的一种多工位液压夹具,其特征在于:上压紧块(18)的前端面上固定有连接杆,连接杆的一端固定在上压紧块(18)上,连接杆的另外一端朝向远离活塞杆(3)的方向延伸,连接杆的此端固定有预压紧机构二,预压紧机构二包括预紧联接块(14)、辅助压杆(8)和预紧弹簧(13),预紧联接块(14)的侧壁固定在连接杆上,预紧联接块(14)的下端开口,辅助压杆(8)的上端伸入到预紧联接块(14)内穿过预紧联接块(14)的上端面后通过限位件限位,辅助压杆(8)能够上下移动,预紧联接块(14)内部的辅助压杆(8)上套有预紧弹簧(13),辅助压杆(8)上设置有预紧弹簧(13)的限位台阶。
6.根据权利要求1所述的一种多工位液压夹具,其特征在于:桥板(2)与设备工作台连接固定,桥板(2)里面分布有与液压缸(1)连通的液压油路,桥板(2)的侧面设置有与液压油路连通的进油孔(m1)和出油孔(m2)。
7.根据权利要求1所述的一种多工位液压夹具,其特征在于:铰链压板(4)后方的桥板(2)上固定有防转杆(9),防转杆(9)与铰链压板(4)固定连接,防转杆(9)用于保证铰链压板(4)压紧工件时只能上下移动。
技术总结
本技术涉及一种多工位液压夹具,包括一对液压缸,液压缸对称的固定在桥板的下端面上,液压缸的活塞杆穿过桥板向上延伸,活塞杆的顶端以铰链方式链接有铰链压板,活塞杆的上端与铰链压板的中部连接,活塞杆两侧的桥板上固定有联接块,联接块的上端连接有定位块,定位块上方放置工件,定位块对工件进行定位,铰链压板能够在活塞的带动下压紧定位块上的工件,铰链压板的下端与工件对应的位置处设置有上压紧块,上压紧块的下端面设置有对工件进行轴向预压紧的预压紧机构一,上压紧块的侧部还连接有对工件进行垂直向预压紧的预压紧机构二。本技术整体结构紧凑、工位多、夹紧快、精度高、效率高。
技术研发人员:周兴伟
受保护的技术使用者:南方天合底盘系统有限公司
技术研发日:20230224
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!