智能储物柜的柜体装配转运装置的制作方法
本技术涉及生产专用设备,更具体地说,涉及一种智能储物柜的柜体装配转运装置。
背景技术:
1、在现有技术中,智能储物柜的装配和制造通常都是采用人工装配和焊接的。由于智能储物柜的尺寸较大,通常有2米左右的高度,为了方便操作,提高生产效率,生产时采用将其外壳放平,在其中放入预加工好的隔板组件(隔板组件是焊接在一起的竖隔板和横隔板),再将隔板组件焊接在外壳上,得到智能储物柜的壳体部分,之后在壳体部分上加装其他部件,例如,箱门、门锁和线缆等等,形成智能储物柜。在装配上述隔板组件和外壳,并将其放到适于机器或人工焊接的平台上时,现有技术中采用人工操作。但是,通过生产实践发现,由于在装配和搬运过程中进行需要移动、调整位置等操作,而隔板组件由其其大部为薄的金属板材,在未完全焊接在外壳上时其强度有限,经常在焊接时发现隔板组件中的某些横隔板受力变形,需要返工校正。这种情况不仅需要额外的人工成本,而且打乱了生产次序,增加现场管理的难度。
技术实现思路
1、本实用新型要解决的技术问题在于,针对现有技术的上述人工成本较高以及生产现场难于管理的缺陷,提供一种人工成本较低、生产现场较易管理的智能储物柜的柜体装配转运装置。
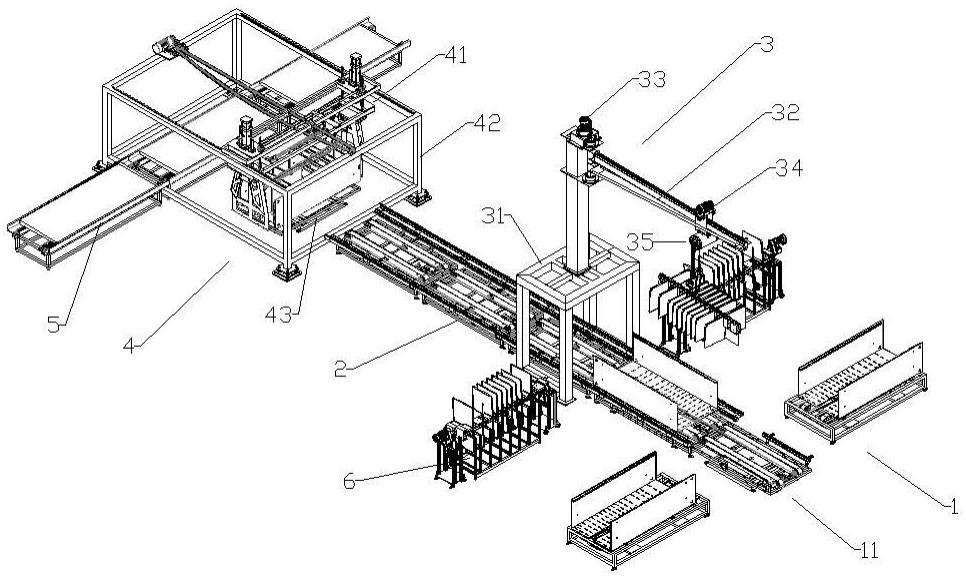
2、本实用新型解决其技术问题所采用的技术方案是:构造一种智能储物柜的柜体装配转运装置,包括外壳装载单元、外壳输送单元、隔板组件装配单元和壳体转运单元;所述外壳装载单元用于将外壳移动到外壳运输单元上;所述外壳运输单元用于将其上的外壳或已装配隔板组件的外壳向所述壳体转运单元方向移动;所述隔板组件装配单元用于在所述外壳的移动途中,由所述隔板组件的组装操作台将组装好的隔板组件转移并放置在所述外壳中,实现该智能储物柜的柜体装配;所述壳体转运单元接收所述外壳运输单元输送来的已放置隔板组件的壳体,调节其放置方向,并将其移动到指定的焊接平台上。
3、更进一步地,所述隔板组件装配单元包括悬臂安装支架、悬臂、旋转驱动模块、位置调节模块和气动葫芦;所述悬臂和旋转驱动模块安装在所述支架上,所述悬臂由所述旋转驱动模块驱动而围绕所述支架旋转;所述位置调节模块和气动葫芦安装在所述悬臂上,所述气动葫芦由所述位置调节模块驱动而沿所述悬臂移动。
4、更进一步地,所述气动葫芦包括提升气缸和夹爪,所述夹爪用于挂接在所述隔板组件的指定位置上,所述提升气缸的动作使得所述夹爪升起或降落,从而带动挂接在所述夹爪上的隔板组件上升或降落。
5、更进一步地,所述夹爪连接在所述隔板组件中的竖隔板的中间位置的折弯部分。
6、更进一步地,所述支架跨过所述外壳输送单元的输送路径,便于将其上的气动葫芦吊起的隔板组件放置在所述外壳输送单元上的外壳中。
7、更进一步地,所述壳体转运单元包括壳体起吊模块、壳体起吊模块支架和壳体位置调节模块;所述壳体位置调节模块用于由所述外壳运输单元上接收已经装配了隔板组件的壳体,并旋转将其方向调整为设定的方向;所述壳体起吊模块设置在所述壳体起吊模块支架上,用于吊起已装配隔板组件的壳体并将其移动到设定的焊接平台上。
8、更进一步地,所述壳体位置调节模块包括一个能够做90度旋转的传输单元,所述壳体位置调节模块设置在所述壳体起吊模块支架的垂直投影内。
9、更进一步地,所述壳体起吊模块包括夹爪安装板、夹爪气缸和夹爪;所述夹爪安装板设置在所述起吊模块支架上,其两端分别设置有夹爪气缸和夹爪,所述夹爪气缸控制与其连接的夹爪下降或上升,以便于所述夹爪由所述壳体的两端将所述壳体托起。
10、更进一步地,所述壳体起吊装置还包括水平移动模块,所述水平移动模块包括传动链条和驱动所述传动链条转动的电机,所述传动链条与所述夹爪安装板连接,带动所述夹爪安装板在所述壳体起吊模块支架上水平移动。
11、更进一步地,所述外壳装载单元包括外壳旋转传输模块,所述外壳旋转传输模块在一个角度与外壳上料传输线连接,接收外壳;在旋转一个角度后,与所述外壳输送单元连接,将外壳传输到所述外壳传输单元上。
12、实施本实用新型的智能储物柜的柜体装配转运装置,具有以下有益效果:由于设置了外壳运输单元和隔板组件装配单元,使得原先完全人工操作的运输、装配工作,基本上不需要工人动手接触工件,一方面,节省了大量的人力,减轻了工人的劳动程度;另一方面,大大减少了整个移动和装配过程中工人搬动工件的情况,使得较为薄弱的隔板组件受力的情况大大减少,也就是减少了由于受力变形后需要返工的工件数量,因此其人工成本较低、生产现场较易管理。
技术特征:
1.一种智能储物柜的柜体装配转运装置,其特征在于,包括外壳装载单元、外壳输送单元、隔板组件装配单元和壳体转运单元;所述外壳装载单元用于将外壳移动到外壳运输单元上;所述外壳运输单元用于将其上的外壳或已装配隔板组件的外壳向所述壳体转运单元方向移动;所述隔板组件装配单元用于在所述外壳的移动途中,由所述隔板组件的组装操作台将组装好的隔板组件转移并放置在所述外壳中,实现该智能储物柜的柜体装配;所述壳体转运单元接收所述外壳运输单元输送来的已放置隔板组件的壳体,调节其放置方向,并将其移动到指定的焊接平台上。
2.根据权利要求1所述的智能储物柜的柜体装配转运装置,其特征在于,所述隔板组件装配单元包括悬臂安装支架、悬臂、旋转驱动模块、位置调节模块和气动葫芦;所述悬臂和旋转驱动模块安装在所述支架上,所述悬臂由所述旋转驱动模块驱动而围绕所述支架旋转;所述位置调节模块和气动葫芦安装在所述悬臂上,所述气动葫芦由所述位置调节模块驱动而沿所述悬臂移动。
3.根据权利要求2所述的智能储物柜的柜体装配转运装置,其特征在于,所述气动葫芦包括提升气缸和夹爪,所述夹爪用于挂接在所述隔板组件的指定位置上,所述提升气缸的动作使得所述夹爪升起或降落,从而带动挂接在所述夹爪上的隔板组件上升或降落。
4.根据权利要求3所述的智能储物柜的柜体装配转运装置,其特征在于,所述夹爪连接在所述隔板组件中的竖隔板的中间位置的折弯部分。
5.根据权利要求4所述的智能储物柜的柜体装配转运装置,其特征在于, 所述支架跨过所述外壳输送单元的输送路径,便于将其上的气动葫芦吊起的隔板组件放置在所述外壳输送单元上的外壳中。
6.根据权利要求1所述的智能储物柜的柜体装配转运装置,其特征在于,所述壳体转运单元包括壳体起吊模块、壳体起吊模块支架和壳体位置调节模块;所述壳体位置调节模块用于由所述外壳运输单元上接收已经装配了隔板组件的壳体,并旋转将其方向调整为设定的方向;所述壳体起吊模块设置在所述壳体起吊模块支架上,用于吊起已装配隔板组件的壳体并将其移动到设定的焊接平台上。
7.根据权利要求6所述的智能储物柜的柜体装配转运装置,其特征在于,所述壳体位置调节模块包括一个能够做90度旋转的传输单元,所述壳体位置调节模块设置在所述壳体起吊模块支架的垂直投影内。
8.根据权利要求7所述的智能储物柜的柜体装配转运装置,其特征在于,所述壳体起吊模块包括夹爪安装板、夹爪气缸和夹爪;所述夹爪安装板设置在所述起吊模块支架上,其两端分别设置有夹爪气缸和夹爪,所述夹爪气缸控制与其连接的夹爪下降或上升,以便于所述夹爪由所述壳体的两端将所述壳体托起。
9.根据权利要求8所述的智能储物柜的柜体装配转运装置,其特征在于,所述壳体起吊装置还包括水平移动模块,所述水平移动模块包括传动链条和驱动所述传动链条转动的电机,所述传动链条与所述夹爪安装板连接,带动所述夹爪安装板在所述壳体起吊模块支架上水平移动。
10.根据权利要求1所述的智能储物柜的柜体装配转运装置,其特征在于,所述外壳装载单元包括外壳旋转传输模块,所述外壳旋转传输模块在一个角度与外壳上料传输线连接,接收外壳;在旋转一个角度后,与所述外壳输送单元连接,将外壳传输到所述外壳传输单元上。
技术总结
本技术涉及一种智能储物柜的柜体装配转运装置,包括外壳装载单元、外壳输送单元、隔板组件装配单元和壳体转运单元;所述外壳装载单元用于将外壳移动到外壳运输单元上;所述外壳运输单元用于将其上的外壳或已装配隔板组件的外壳向所述壳体转运单元方向移动;所述隔板组件装配单元用于在所述外壳的移动途中,由所述隔板组件的组装操作台将组装好的隔板组件转移并放置在所述外壳中,实现该智能储物柜的柜体装配;所述壳体转运单元接收所述外壳运输单元输送来的已放置隔板组件的壳体,调节其放置方向,并将其移动到指定的焊接平台上。实施本技术的智能储物柜的柜体装配转运装置,具有以下有益效果:其人工成本较低、生产现场较易管理。
技术研发人员:吴杰,王志刚,吴凯,周典稳,孔政尧
受保护的技术使用者:湖北智莱科技有限公司
技术研发日:20230227
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!