一种焊接油气筒直缝定位夹紧装置的制作方法
本技术涉及焊接领域,尤其是一种焊接油气筒直缝定位夹紧装置。
背景技术:
1、油气筒又称油气分离筒,是螺杆压缩机必备的部件,螺杆压缩机压缩形成的压缩空气必须经过油气筒,利用油气筒内部的滤芯将润滑油从压缩空气中分离出去,才能使压缩空气洁净,并且分离出来的润滑油还可以再利用。
2、油气筒的外壳为圆柱形,制造时,一般是利用钢板卷圆后焊接形成。焊接时,需要两个人分别从相对的两侧将初步卷圆后的钢板压紧,然后再对钢板两端的直缝进行焊接,焊接效率低,同时由于两边的夹紧力不一致,无法保证焊接质量。
技术实现思路
1、为解决上述问题,本实用新型的目的是提供一种焊接油气筒直缝定位夹紧装置,将油气筒定位后,自动从油气筒相对的两侧进行夹紧,确保两侧的夹紧力均一、稳定,提高焊接效率,保证焊接质量。
2、为本实用新型的目的,采用以下技术方案予以实施:
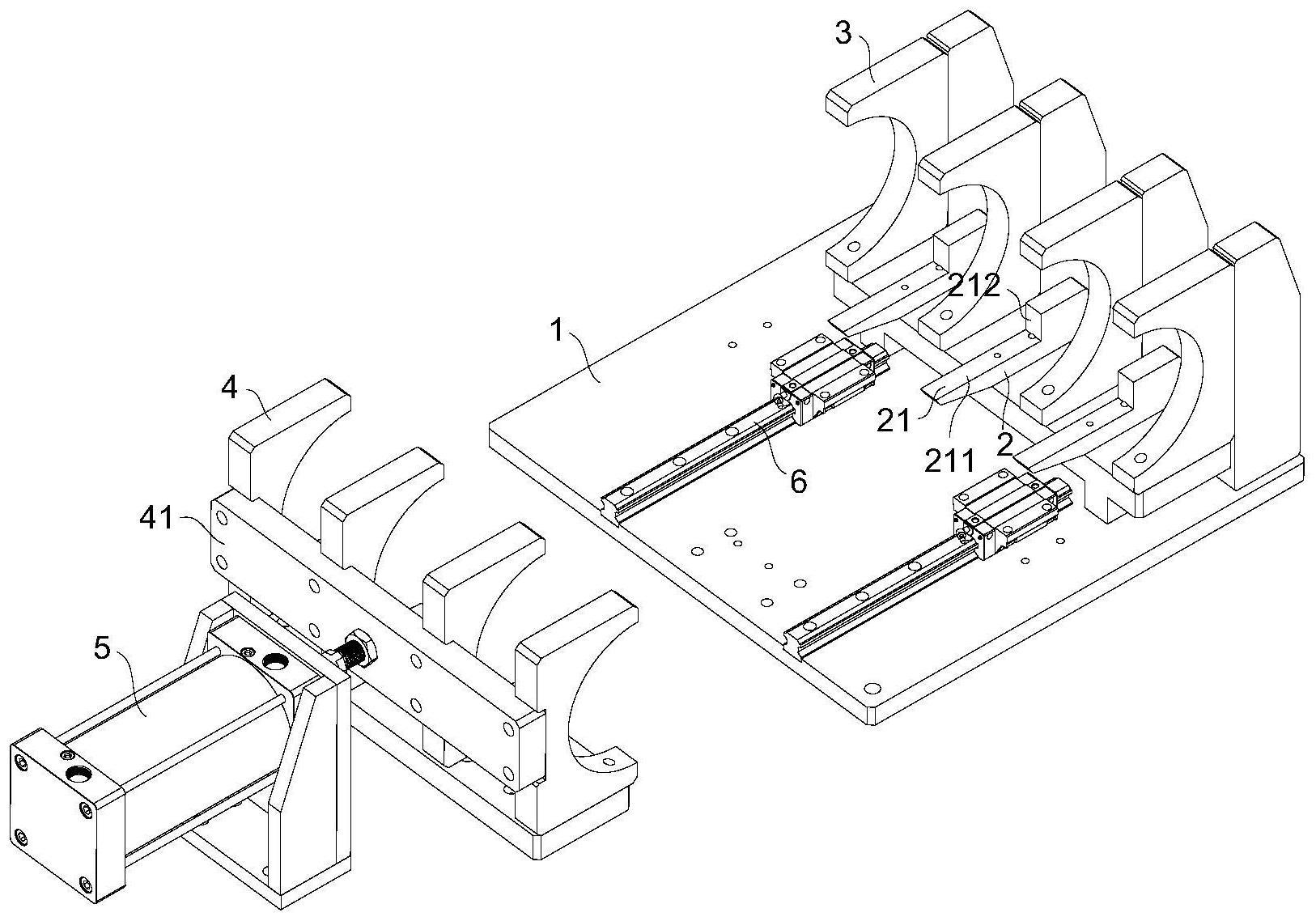
3、本实用新型实施例提供一种焊接油气筒直缝定位夹紧装置,包括固定设置的定位块,定位块具有定位油气筒的定位槽,定位槽上方形成定位区域,定位区域相对的两侧分别设置有第一夹臂和第二夹臂,第一夹臂和第二夹臂中的至少一个上连接有驱动组件,驱动组件配置为驱动第一夹臂和第二夹臂相互靠近,将油气筒夹紧在定位区域内。
4、在一个实施例中,所述定位块有多个,多个定位块沿着油气筒的轴向并排间隔设置。
5、在一个实施例中,所述定位槽包括在水平面内延伸的水平延伸部,和在竖直方向上延伸的竖直延伸部,水平延伸部位于定位区域的底部,竖直延伸部位于定位区域底部一侧。
6、在一个实施例中,第一夹臂和第二夹臂的内侧分别设置有与油气筒外径相适应的圆弧形夹紧槽。
7、在一个实施例中,所述第一夹臂和所述第二夹臂都有多个,并且多个第一夹臂和多个第二夹臂都沿着油气筒的轴向并排间隔设置。
8、在一个实施例中,所述第一夹臂固定设置,所述第二夹臂上固定连接有固定板,所述驱动组件连接在固定板上。
9、在一个实施例中,所述第二夹臂的底部设置有滑轨组件,滑轨组件的滑动方向与第二夹臂的移动方向平行。
10、在一个实施例中,驱动组件为气缸。
11、与现有技术相比,本实用新型的实施例至少有以下有益效果:通过定位块对油气筒进行定位,确保油气筒位置准确,便于后续的夹紧。第一夹臂和第二夹臂分别从油气筒相对的两侧对油气筒进行夹紧,确保油气筒两侧受到的夹紧力大小相等,方向相反,保证钢板的直缝对齐,有利于确保焊接质量。此外,该装置只需一个人即可实现焊接过程,工作效率大幅提升。
技术特征:
1.一种焊接油气筒直缝定位夹紧装置,其特征在于,包括固定设置的定位块,定位块具有定位油气筒的定位槽,定位槽上方形成定位区域,定位区域相对的两侧分别设置有第一夹臂和第二夹臂,第一夹臂和第二夹臂中的至少一个上连接有驱动组件,驱动组件配置为驱动第一夹臂和第二夹臂相互靠近,将油气筒夹紧在定位区域内。
2.根据权利要求1所述的焊接油气筒直缝定位夹紧装置,其特征在于,所述定位块有多个,多个定位块沿着油气筒的轴向并排间隔设置。
3.根据权利要求1所述的焊接油气筒直缝定位夹紧装置,其特征在于,所述定位槽包括在水平面内延伸的水平延伸部,和在竖直方向上延伸的竖直延伸部,水平延伸部位于定位区域的底部,竖直延伸部位于定位区域底部一侧。
4.根据权利要求1所述的焊接油气筒直缝定位夹紧装置,其特征在于,第一夹臂和第二夹臂的内侧分别设置有与油气筒外径相适应的圆弧形夹紧槽。
5.根据权利要求1所述的焊接油气筒直缝定位夹紧装置,其特征在于,所述第一夹臂和所述第二夹臂都有多个,并且多个第一夹臂和多个第二夹臂都沿着油气筒的轴向并排间隔设置。
6.根据权利要求5所述的焊接油气筒直缝定位夹紧装置,其特征在于,所述第一夹臂固定设置,所述第二夹臂上固定连接有固定板,所述驱动组件连接在固定板上。
7.根据权利要求6所述的焊接油气筒直缝定位夹紧装置,其特征在于,所述第二夹臂的底部设置有滑轨组件,滑轨组件的滑动方向与第二夹臂的移动方向平行。
8.根据权利要求1所述的焊接油气筒直缝定位夹紧装置,其特征在于,驱动组件为气缸。
技术总结
本技术涉及焊接领域,尤其是一种焊接油气筒直缝定位夹紧装置,包括固定设置的定位块,定位块具有定位油气筒的定位槽,定位槽上方形成定位区域,定位区域相对的两侧分别设置有第一夹臂和第二夹臂,第一夹臂和第二夹臂中的至少一个上连接有驱动组件,驱动组件配置为驱动第一夹臂和第二夹臂相互靠近,将油气筒夹紧在定位区域内。本技术通过定位块对油气筒进行定位,确保油气筒位置准确,便于后续的夹紧。第一夹臂和第二夹臂分别从油气筒相对的两侧对油气筒进行夹紧,确保油气筒两侧受到的夹紧力大小相等,方向相反,保证钢板的直缝对齐,有利于确保焊接质量。此外,该装置只需一个人即可实现焊接过程,工作效率大幅提升。
技术研发人员:钟仁志,王绍勇,陶峰
受保护的技术使用者:鑫磊压缩机股份有限公司
技术研发日:20230210
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!