电动机铭牌的自动装配装置和铭牌的自动装配系统的制作方法
本申请实施例涉及电动机领域,尤其涉及一种电动机铭牌的自动装配装置和铭牌的自动装配系统。
背景技术:
1、在传统的异步电动机铭牌装配过程中,铭牌主要靠操作工人手动进行装配,这种方式需要大量的人力,工作效率低且人力成本高,不适合电动机的全自动化装配。
技术实现思路
1、本申请要解决的技术问题是为了克服现有技术中手动安装电动机名牌效率低的缺陷,提供一种电动机铭牌的自动装配装置和铭牌的自动装配系统。
2、本申请是通过下述技术方案来解决上述技术问题:
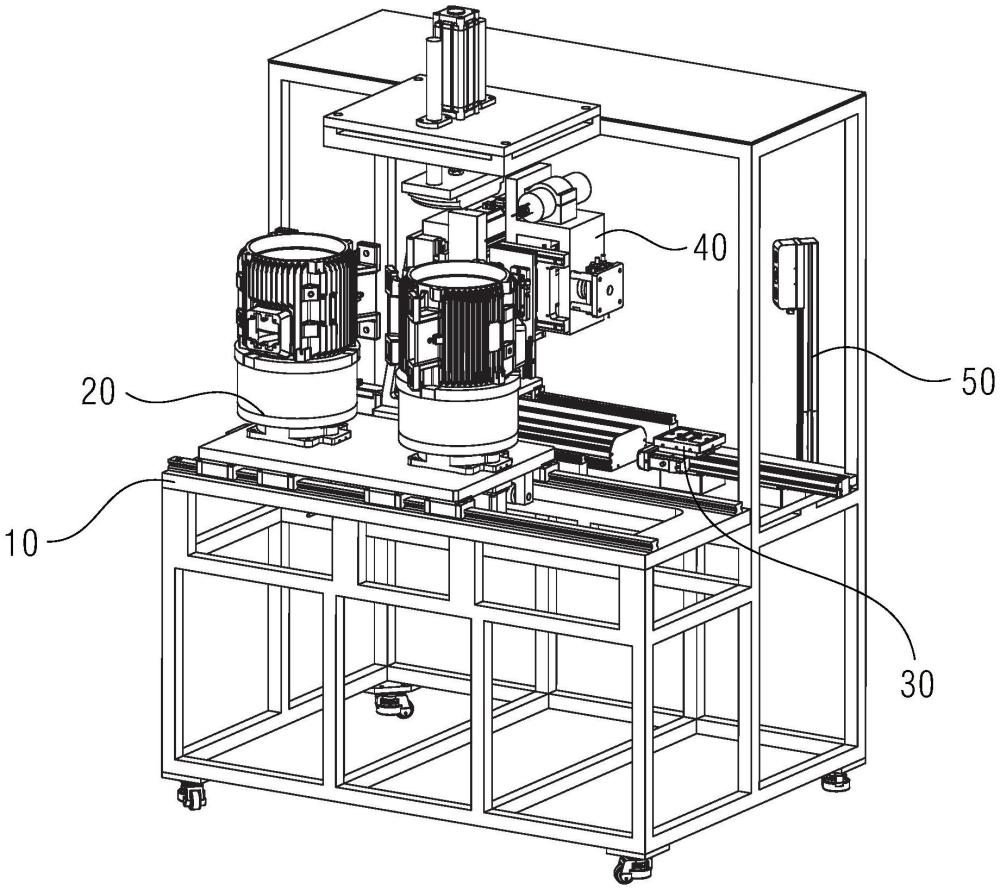
3、第一方面,本申请实施例提供了一种电动机铭牌的自动装配装置,包括:
4、工作台;
5、基座固定组件,设置于所述工作台上,用于固定电动机基座;
6、铭牌承载组件,设置于所述工作台上且位于所述基座固定组件的1a侧,用于放置铭牌;
7、铭牌装配组件,设置于所述工作台上且位于所述基座固定组件的2a侧,其中所述铭牌装配组件包括x1轴组件、y1轴组件、z1轴组件和铭牌装配本体,其中所述x1轴组件安装在所述工作台上,所述z1轴组件可移动安装在所述x1轴组件上,所述y1轴组件可移动安装在所述z1轴组件上,所述铭牌装配本体可移动安装在所述y1轴组件上;
8、驱动系统,用于驱动所述z1轴组件在所述x1轴组件上移动、驱动所述y1轴组件在所述z1轴组件上移动、驱动所述铭牌装配本体在所述y1轴组件上移动。
9、可选地,所述铭牌装配本体包括第一安装座、钻孔部、取料部、铆压部、回转气缸和铆压气缸,其中,
10、所述第一安装座可移动安装在所述y1轴组件上;
11、所述取料部安装在所述第一安装座上,所述取料部和所述第一安装座之间具有第一间隙,所述取料部配置有n个取料吸附组件,所述取料吸附组件配置有取料平台、第一铆钉放置孔、吸附部,n大于等于2;
12、所述钻孔部安装在所述第一安装座上且位于所述取料部的上方;
13、所述铆压部包括铆压平台和安装于所述铆压平台上的铆压柱,其中所述铆压平台可移动安装于所述第一安装座上且位于所述第一间隙内,所述铆压柱位于所述第一铆钉放置孔内且所述铆压柱凹陷于所述取料平台;
14、所述回转气缸驱动所述第一安装座绕x2轴旋转,其中所述铭牌装配本体取料时,所述取料平台面向于所述铭牌承载组件,所述铭牌装配本体钻孔或安装铭牌时,所述取料平台面向于所述电动机基座,所述x2轴平行于所述x1轴;
15、所述铆压气缸驱动所述铆压部沿y2轴方向移动,所述y2轴平行于所述y1轴。
16、可选地,所述铭牌装配本体还包括第二安装座和定位气缸,其中,所述取料部安装在所述第二安装座上,所述铆压部可移动安装在所述第二安装座上,所述第二安装座与所述第一安装座可移动连接,所述定位气缸驱动所述第二安装座沿x3轴方向移动,其中,所述x3轴平行于所述x1轴。
17、可选地,所述基座固定组件包括水平固定组件和竖直固定部,所述水平固定组件包括安装基板、第一水平固定部和第二水平固定部,其中,所述第一水平固定部和所述第二水平固定部安装在所述安装基板上且所述第一水平固定部和所述第二水平固定部沿x4轴方向间隔设置,所述驱动系统驱动所述水平固定组件沿所述x4轴方向移动以将所述第一水平固定部、所述第二水平固定部移动至铆压位置,所述x4轴方向平行于所述x1轴方向。
18、可选地,所述第一水平固定部、所述第二水平固定部分别与所述安装基板转动连接,所述驱动系统驱动所述第一水平固定部绕z2轴旋转、所述第二水平固定部绕z3轴旋转,其中z2轴平行于z1轴,所述z3轴平行于z1轴。
19、可选地,其中所述竖直固定部位于所述铆压位置的正上方,所述竖直固定部包括压紧台和压紧气缸,所述压紧台具有n个沿z4轴方向呈阶梯状排列的凸台,所述凸台的侧面具有与所述电动机基座的止口所匹配的弧形面,其中,所述n大于等于2。
20、可选地,所述铭牌承载组件与所述工作台可移动连接,所述驱动系统驱动所述铭牌承载组件沿x5轴方向移动,其中,所述x5轴平行于所述x1轴。
21、可选地,所述铭牌承载组件配置有n个间隔设置的铭牌固定凹槽,每个所述铭牌固定凹槽配置有有若干个第二铆钉放置孔,所述第二铆钉放置孔的数量和尺寸与所承载的铭牌的孔位所匹配,所述铭牌固定凹槽内配置有吸附装置。
22、可选地,所述电动机铭牌的自动装配装置还包括控制系统,所述控制系统与所述驱动系统、所述回转气缸、所述铆压气缸、所述定位气缸连接,所述控制系统用于向所述驱动系统、所述回转气缸、所述铆压气缸、所述定位气缸发送控制信号,所述驱动系统、所述回转气缸、所述铆压气缸、所述定位气缸根据所述控制信号动作。
23、可选地,所述电动机铭牌的自动装配装置还包括视觉相机组件,所述视觉相机组件与所述控制系统通信连接,所述视觉相机组件用于对位于所述铆压位置的电动机基座的类型以及当前姿态进行识别,并将识别结果发送至控制系统,所述控制系统根据所述识别结果计算所述当前姿态相对于铆压姿态的旋转角度,并驱动所述第一水平固定部或第二水平固定部旋转。
24、第二方面,本申请实施例提供了一种铭牌的自动装配系统,包括机械手和如上所述的铭牌的自动装配装置,其中,所述机械手用于吸附铭牌并将其放置在铭牌承载组件上。
25、本申请的积极进步效果在于:
26、本申请的电动机铭牌的自动装配装置,铭牌装配本体可在一定范围内的立体空间内任意移动,即按不同铭牌形状和基座尺寸进行左右、前后和上下运动,实现定位功能,使得铭牌装配本体能够在正确的位置上将铭牌自动铆压在基座上,实现了铭牌的自动装配,提高装配效率和一致性,降低劳动强度和单位产品的人力成本。并且该装置可适用于电动机全自动生产线中,与机器人及其他设备相配合来实现电机的全自动装配。
技术特征:
1.一种电动机铭牌的自动装配装置,其特征在于,包括:
2.如权利要求1所述的电动机铭牌的自动装配装置,其特征在于,所述铭牌装配本体(44)包括第一安装座(441)、钻孔部(442)、取料部、铆压部、回转气缸(445)和铆压气缸(446),其中,
3.如权利要求2所述的电动机铭牌的自动装配装置,其特征在于,所述铭牌装配本体(44)还包括第二安装座(447)和定位气缸,其中,所述取料部安装在所述第二安装座(447)上,所述铆压部可移动安装在所述第二安装座(447)上,所述第二安装座(447)与所述第一安装座(441)可移动连接,所述定位气缸驱动所述第二安装座(447)沿x3轴方向移动,其中,所述x3轴平行于所述x1轴。
4.如权利要求3所述的电动机铭牌的自动装配装置,其特征在于,所述基座固定组件(20)包括水平固定组件和竖直固定部(24),所述水平固定组件包括安装基板(21)、第一水平固定部(22)和第二水平固定部(23),其中,所述第一水平固定部(22)和所述第二水平固定部(23)安装在所述安装基板(21)上且所述第一水平固定部(22)和所述第二水平固定部(23)沿x4轴方向间隔设置,所述驱动系统驱动所述水平固定组件沿所述x4轴方向移动以将所述第一水平固定部(22)、所述第二水平固定部(23)移动至铆压位置,所述x4轴方向平行于所述x1轴方向。
5.如权利要求4所述的电动机铭牌的自动装配装置,其特征在于,所述第一水平固定部(22)、所述第二水平固定部(23)分别与所述安装基板(21)转动连接,所述驱动系统驱动所述第一水平固定部(22)绕z2轴旋转、所述第二水平固定部(23)绕z3轴旋转,其中z2轴平行于z1轴,所述z3轴平行于z1轴。
6.如权利要求4所述的电动机铭牌的自动装配装置,其特征在于,其中所述竖直固定部(24)位于所述铆压位置的正上方,所述竖直固定部(24)包括压紧台(241)和压紧气缸(242),所述压紧台(241)具有n个沿z4轴方向呈阶梯状排列的凸台,所述凸台的侧面具有与所述电动机基座的止口所匹配的弧形面,其中,所述n大于等于2。
7.如权利要求1所述的电动机铭牌的自动装配装置,其特征在于,所述铭牌承载组件(30)与所述工作台(10)可移动连接,所述驱动系统驱动所述铭牌承载组件(30)沿x5轴方向移动,其中,所述x5轴平行于所述x1轴。
8.如权利要求1所述的电动机铭牌的自动装配装置,其特征在于,所述铭牌承载组件(30)配置有n个间隔设置的铭牌固定凹槽(31),每个所述铭牌固定凹槽(31)配置有有若干个第二铆钉放置孔(32),所述第二铆钉放置孔(32)的数量和尺寸与所承载的铭牌的孔位所匹配,所述铭牌固定凹槽(31)内配置有吸附装置(33)。
9.如权利要求4所述的电动机铭牌的自动装配装置,其特征在于,所述电动机铭牌的自动装配装置还包括控制系统,所述控制系统与所述驱动系统、所述回转气缸(445)、所述铆压气缸(446)、所述定位气缸连接,所述控制系统用于向所述驱动系统、所述回转气缸(445)、所述铆压气缸(446)、所述定位气缸发送控制信号,所述驱动系统、所述回转气缸(445)、所述铆压气缸(446)、所述定位气缸根据所述控制信号动作。
10.如权利要求9所述的电动机铭牌的自动装配装置,其特征在于,所述电动机铭牌的自动装配装置还包括视觉相机组件(50),所述视觉相机组件(50)与所述控制系统通信连接,所述视觉相机组件(50)用于对位于铆压位置的电动机基座的类型以及当前姿态进行识别,并将识别结果发送至控制系统,所述控制系统根据所述识别结果计算所述当前姿态相对于铆压姿态的旋转角度,并驱动所述第一水平固定部(22)或第二水平固定部(23)旋转。
11.一种铭牌的自动装配系统,其特征在于,包括机械手(90)和如权利要求1-10中任一项所述的铭牌的自动装配装置,其中,所述机械手(90)用于吸附铭牌并将其放置在铭牌承载组件(30)上。
技术总结
本申请提供了一种电动机铭牌的自动装配装置和铭牌的自动装配系统,其中,电动机铭牌的自动装配装置包括:工作台;基座固定组件,设置于工作台上,用于固定电动机基座;铭牌承载组件,设置于工作台上且位于基座固定组件的1A侧,用于放置铭牌;铭牌装配组件,设置于工作台上且位于基座固定组件的2A侧,其中铭牌装配组件包括X1轴组件、Y1轴组件、Z1轴组件和铭牌装配本体,其中X1轴组件安装在工作台上,Z1轴组件可移动安装在X1轴组件上,Y1轴组件可移动安装在Z1轴组件上,铭牌装配本体可移动安装在Y1轴组件上;驱动系统,用于驱动Z1轴组件在X1轴组件上移动、驱动Y1轴组件在Z1轴组件上移动、驱动铭牌装配本体在Y1轴组件上移动。
技术研发人员:游辉胜,吴霄,薛静怡
受保护的技术使用者:西门子(中国)有限公司
技术研发日:20230223
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!