工装抽屉式多点一次性压铆机构的制作方法
本技术涉及pcb板加工,具体为工装抽屉式多点一次性压铆机构。
背景技术:
1、在生产企业中,机械铆接工艺(特别是空心铆钉和管状铆钉)一般采用旋铆或压铆工艺将pcb板和空心铆钉或管状铆钉铆接在一起。
2、经检索,现有技术中,中国专利申请号:cn201810755093.7,公开了pcb板端铆压设备,包括底座、连接在底座上的支撑板以及连接在支撑板远离底座一端的支撑台,底座上设有用于定位空心铆钉的定位组件,支撑台与底座之间设有钻头,支撑台上设有用于驱动钻头沿竖直方向移动的驱动组件,驱动气缸可以驱动钻头对空心铆钉进行铆压,操作简单,减少了操作人员的劳动强度。
3、但该装置仍存在以下缺陷:
4、由于采用不是多点压铆机构,在对pcb板进行压铆过程中,容易使pcb板与壳体发生错位,导致压铆位置发生偏移,进而导致对pcb板造成损伤。
5、因此,需要工装抽屉式多点一次性压铆机构,来解决上述问题。
技术实现思路
1、本实用新型的目的在于提供工装抽屉式多点一次性压铆机构,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、工装抽屉式多点一次性压铆机构,包括下模板和上模板,所述下模板的顶面外围拐角处分别开设有插接孔,所述插接孔与支撑柱的底端滑动连接,所述支撑柱的顶端分别与第一安装座安装,所述第一安装座分别安装于上模板的底面外围拐角处,所述下模板的顶面安装有定位机构,所述定位机构包括多个限位座和限位柱,多个所述限位座和限位柱的顶端安装有壳体,所述下模板的底面安装有铆压下压机构,所述铆压下压机构包括多个气缸和铆压头,多个所述气缸的活塞杆端部均安装有压块,所述压块的底面安装有橡胶垫,所述壳体的顶面安装有pcb板。
4、优选的,还包括导向板,所述导向板的顶面安装有导轨,所述导轨的顶面滑动连接有滑座,所述导轨的一端安装有驱动电机,所述滑座的顶面安装有载台,所述载台的顶面横向安装有第一限位块,且纵向安装有第二限位块,所述第一限位块和第二限位块围成的载台顶面与下模板相固定安装。
5、优选的,所述上模板的底面两侧分别安装有限位机构,所述限位机构包括限位杆、套筒、螺母、限位环、第一弹簧和第二安装座,所述第二安装座分别安装于上模板的底面两侧,所述第二安装座的底面安装滑动连接有套筒,所述套筒的侧壁与第一弹簧相套接,所述限位杆的底端螺纹连接有螺母,所述第一弹簧的底端与限位环相卡接,所述限位环与套筒的侧壁滑动连接,所述限位杆与套筒的内部滑动连接。
6、优选的,所述铆压头的内部分别装有压头、伸缩杆和第二弹簧,所述铆压头的顶面安装有底座,所述底座安装于上模板的底面上,所述铆压头的内部滑动连接有伸缩杆,所述伸缩杆的侧壁套接有第二弹簧,所述铆压头的底部滑动连接有压头,所述压头的内部与伸缩杆的底部相插接。
7、优选的,所述壳体的顶面设置有定位柱,所述定位柱与pcb板上的孔洞相插接。
8、优选的,所述限位柱的顶端固定连接有凸柱,所述凸柱与壳体上的孔洞相插接。
9、与现有技术相比,本实用新型的有益效果是:
10、通过在下模板上安装定位机构,通过定位机构中多个限位座和限位柱对壳体进行位置定位,再通过在上模板的底面上安装多个气缸和铆压头,能够通过气缸将pcb板先按压在壳体上,保证对pcb进行铆压前不会发生位置和晃动,再通过在多个铆压头对pcb进行铆压处理,能够同时多点一次性的完成对pcb板的铆压工艺处理,进而能够提高产品合格率,降低人工成本,提高生产产能。
11、本实用新型的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
技术特征:
1.工装抽屉式多点一次性压铆机构,包括下模板(8)和上模板(10),其特征在于:所述下模板(8)的顶面外围拐角处分别开设有插接孔,所述插接孔与支撑柱(9)的底端滑动连接,所述支撑柱(9)的顶端分别与第一安装座(18)安装,所述第一安装座(18)分别安装于上模板(10)的底面外围拐角处,所述下模板(8)的顶面安装有定位机构,所述定位机构包括多个限位座(11)和限位柱(12),多个所述限位座(11)和限位柱(12)的顶端安装有壳体(17),所述下模板(8)的底面安装有铆压下压机构,所述铆压下压机构包括多个气缸(19)和铆压头(22),多个所述气缸(19)的活塞杆端部均安装有压块(20),所述压块(20)的底面安装有橡胶垫(21),所述壳体(17)的顶面安装有pcb板(16)。
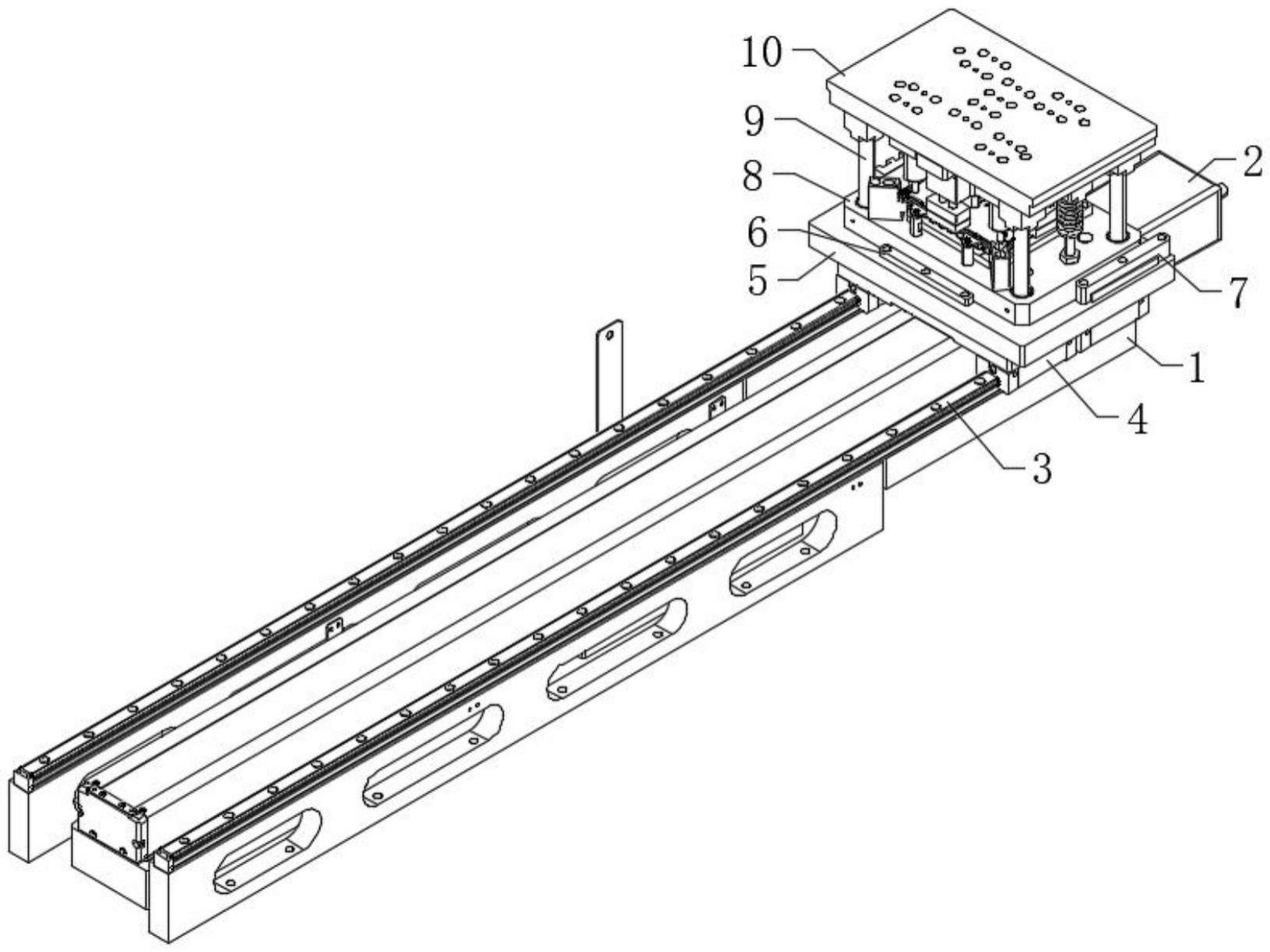
2.根据权利要求1所述的工装抽屉式多点一次性压铆机构,其特征在于:还包括导向板(1),所述导向板(1)的顶面安装有导轨(3),所述导轨(3)的顶面滑动连接有滑座(4),所述导轨(3)的一端安装有驱动电机(2),所述滑座(4)的顶面安装有载台(5),所述载台(5)的顶面横向安装有第一限位块(6),且纵向安装有第二限位块(7),所述第一限位块(6)和第二限位块(7)围成的载台(5)顶面与下模板(8)相固定安装。
3.根据权利要求1所述的工装抽屉式多点一次性压铆机构,其特征在于:所述上模板(10)的底面两侧分别安装有限位机构,所述限位机构包括限位杆(23)、套筒(32)、螺母(24)、限位环(25)、第一弹簧(26)和第二安装座(27),所述第二安装座(27)分别安装于上模板(10)的底面两侧,所述第二安装座(27)的底面安装滑动连接有套筒(32),所述套筒(32)的侧壁与第一弹簧(26)相套接,所述限位杆(23)的底端螺纹连接有螺母(24),所述第一弹簧(26)的底端与限位环(25)相卡接,所述限位环(25)与套筒(32)的侧壁滑动连接,所述限位杆(23)与套筒(32)的内部滑动连接。
4.根据权利要求1所述的工装抽屉式多点一次性压铆机构,其特征在于:所述铆压头(22)的内部分别装有压头(28)、伸缩杆(29)和第二弹簧(30),所述铆压头(22)的顶面安装有底座(31),所述底座(31)安装于上模板(10)的底面上,所述铆压头(22)的内部滑动连接有伸缩杆(29),所述伸缩杆(29)的侧壁套接有第二弹簧(30),所述铆压头(22)的底部滑动连接有压头(28),所述压头(28)的内部与伸缩杆(29)的底部相插接。
5.根据权利要求1所述的工装抽屉式多点一次性压铆机构,其特征在于:所述壳体(17)的顶面设置有定位柱(15),所述定位柱(15)与pcb板(16)上的孔洞相插接。
6.根据权利要求1所述的工装抽屉式多点一次性压铆机构,其特征在于:所述限位柱(12)的顶端固定连接有凸柱(13),所述凸柱(13)与壳体(17)上的孔洞相插接。
技术总结
本技术公开了工装抽屉式多点一次性压铆机构,包括下模板和上模板,所述下模板的顶面安装有定位机构,所述定位机构包括多个限位座和限位柱,多个所述限位座和限位柱的顶端安装有壳体,所述下模板的底面安装有铆压下压机构,所述铆压下压机构包括多个气缸和铆压头,多个所述气缸的活塞杆端部均安装有压块,所述压块的底面安装有橡胶垫,所述壳体的顶面安装有PCB板,通过在上模板的底面上安装多个气缸和铆压头,能够通过气缸将PCB板先按压在壳体上,保证对PCB进行铆压前不会发生位置和晃动,再通过在多个铆压头对PCB进行铆压处理,能够同时多点一次性的完成对PCB板的铆压工艺处理,进而能够提高产品合格率,降低人工成本,提高生产产能。
技术研发人员:曹冲,王洋,仲鑫
受保护的技术使用者:苏州奥库自动化科技有限公司
技术研发日:20230301
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!