一种超声波焊接站的制作方法
本技术涉及电池加工,尤其涉及一种超声波焊接站。
背景技术:
1、随着国产新能源汽车销量与日剧增,电池的需求量爆发式增长,对锂电池的产能提出了更高的要求。对于常规产线,锂电池极耳完成超声波焊接工序后,进行极耳裁切工序。为了提高产能,往往多条产线并行。常规产线布局存在以下缺陷:1、对于单条产线,在超声波焊接工序完成后,若极耳裁切工位宕机,所有设备均要停机维护,影响产能;2、超声波焊接工序耗时较长,极耳裁切工序耗时较短,极耳裁切工序往往处于长时间待机状态,制约了产能。3、对于多条产线,相互独立,不产生交互,容置配产不平衡,影响产能。
2、目前,传统的超声波焊接站应用于产线时,产能较低。
技术实现思路
1、为传统的超声波焊接站应用于产线时,产能较低的问题,本实用新型提供一种超声波焊接站。
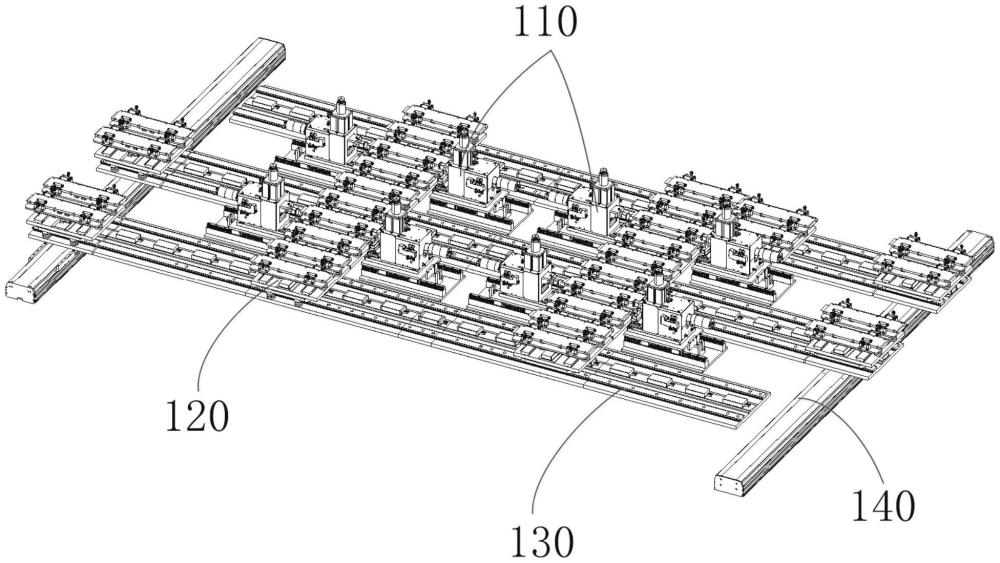
2、为实现本实用新型目的提供的一种超声波焊接站,包括:
3、超声波焊接单元,为两个以上;
4、运载单元,能够运载电池至任一超声波焊接单元。
5、在其中一些具体实施例中,两个以上超声波焊接单元成排设置和/或成列设置。
6、在其中一些具体实施例中,一排和/或一列超声波单元的共同一侧设置有第一导轨;
7、第一导轨上可滑动地连接有运载单元。
8、在其中一些具体实施例中,相邻两排的相邻侧之间和/或相邻两列超声波单元的相邻侧之间设置有第一导轨;
9、第一导轨上可滑动地连接有运载单元。
10、在其中一些具体实施例中,运载单元设置有压紧部;
11、压紧部用于将电池夹紧于运载单元上。
12、在其中一些具体实施例中,运载单元包括:
13、下载具,与第一导轨滑动连接,用于承载上载具;下载具的顶面设有第二导轨;
14、上载具,与下载具的第二导轨可滑动连接;上载具设置有压紧部。
15、在其中一些具体实施例中,下载具的底部设有与第一导轨相适配的下滚轮;
16、上载具的底部设有与第二导轨相适配的上滚轮,顶面设有垫板。
17、在其中一些具体实施例中,第一导轨的至少一端设有转移单元;
18、转移单元设有用于承载并转移下载具的转移平台。
19、在其中一些具体实施例中,第一导轨和/或第二导轨为磁悬浮轨道;
20、上载具和/或下载具为磁悬浮载具。
21、在其中一些具体实施例中,每个超声波焊接单元包括两个以上相互对称设置的超声波焊接机,两侧的超声波焊接机的相邻侧之间形成上载具通道。
22、本实用新型的有益效果:本实用新型的超声波焊接站通过设置两个以上超声波焊接单元和运载单元。运载单元能够运载电池至任一超声波焊接单元。电池极耳焊接工序可在任一超声波焊接单元完成。对于单条产线,可单独用一个超声波焊接站。在超声波焊接工序完成后,若极耳裁切工位宕机,完成焊接的电池可在超声波焊接站内继续周转,超声波焊接站无需停机,节省了开关机时间,极大地提高了稼动率和产能。同一个超声波焊接站的两个以上超声波焊接单元可同时进行超声波焊接,并可以向同一个极耳裁切工序供应焊接完成的电池极耳。如此,解决了极耳裁切工序等待时间长的问题,提高了产能。对于多条产线,可共用同一个超声波焊接站,同一个超声波焊接站向多个极耳裁切工序供应焊接完成的电池极耳,使得多条产线能够相互交互生产,有利于配产平衡,提高产能。整体上,超声波焊接站集合成了一模块化单元,可实现不停机生产,提高了稼动率和产能。
技术特征:
1.一种超声波焊接站,其特征在于,包括:
2.根据权利要求1所述的超声波焊接站,其特征在于,相邻两排的相邻侧之间和/或相邻两列所述超声波焊接单元的相邻侧之间设置有第一导轨;
3.根据权利要求2所述的超声波焊接站,其特征在于,所述运载单元设置有压紧部;
4.根据权利要求3所述的超声波焊接站,其特征在于,所述运载单元包括:
5.根据权利要求4所述的超声波焊接站,其特征在于,所述下载具的底部设有与所述第一导轨相适配的下滚轮;
6.根据权利要求5所述的超声波焊接站,其特征在于,所述转移单元设有用于承载并转移所述下载具的转移平台。
7.根据权利要求5所述的超声波焊接站,其特征在于,所述第一导轨和/或所述第二导轨为磁悬浮轨道;
8.根据权利要求5所述的超声波焊接站,其特征在于,每个所述超声波焊接单元包括两个以上相互对称设置的超声波焊接机,两侧的所述超声波焊接机的相邻侧之间形成上载具通道。
技术总结
本技术涉及一种超声波焊接站,包括两个以上超声波焊接单元和运载单元。运载单元能够运载电池至任一超声波焊接单元。电池极耳焊接工序可在任一超声波焊接单元完成。对于单条产线,在超声波焊接工序完成后,若极耳裁切工位宕机,完成焊接的电池可在超声波焊接站内继续周转,超声波焊接站无需停机,极大地提高了稼动率和产能。同一个超声波焊接站的两个以上超声波焊接单元可同时进行超声波焊接,并可以向同一个极耳裁切工序供应焊接完成的电池极耳。解决了极耳裁切工序等待时间长的问题,提高了产能。对于多条产线,可共用同一个超声波焊接站,同一个超声波焊接站向多个极耳裁切工序供应电池极耳,使得多条产线能够交互生产,有利于配产平衡。
技术研发人员:请求不公布姓名
受保护的技术使用者:蜂巢能源科技股份有限公司
技术研发日:20230301
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!