一种管道组对用快拆工装的制作方法
本技术涉及工程建设,具体涉及一种管道组对用快拆工装。
背景技术:
1、工程建设领域中经常涉及各种管道组对焊接,管道对接焊缝性能是管线中最薄弱的环节,焊缝质量是决定整条管线质量的重要因素。管道对焊时经常采用临时改造管箍、点焊筋板等方式进行对口前的对齐准备。利用改造的管箍对齐时,要求要有与管径相匹配的管箍,当管径规格数量繁多时要求的管箍数量也相应增多,且操作工序繁琐,不利于节约成本。当利用点焊筋板对中时,点焊和切割筋板时会损伤管子母材,不利于质量的控制。
技术实现思路
1、因此,本实用新型提供一种管道组对用快拆工装,能够克服现有技术中当管径规格数量繁多时不同尺寸管箍的数量也相应增多,且操作工序繁琐,不利于节约成本。当利用点焊筋板对中时,点焊和切割筋板时会损伤管子母材,不利于质量的控制的缺陷。
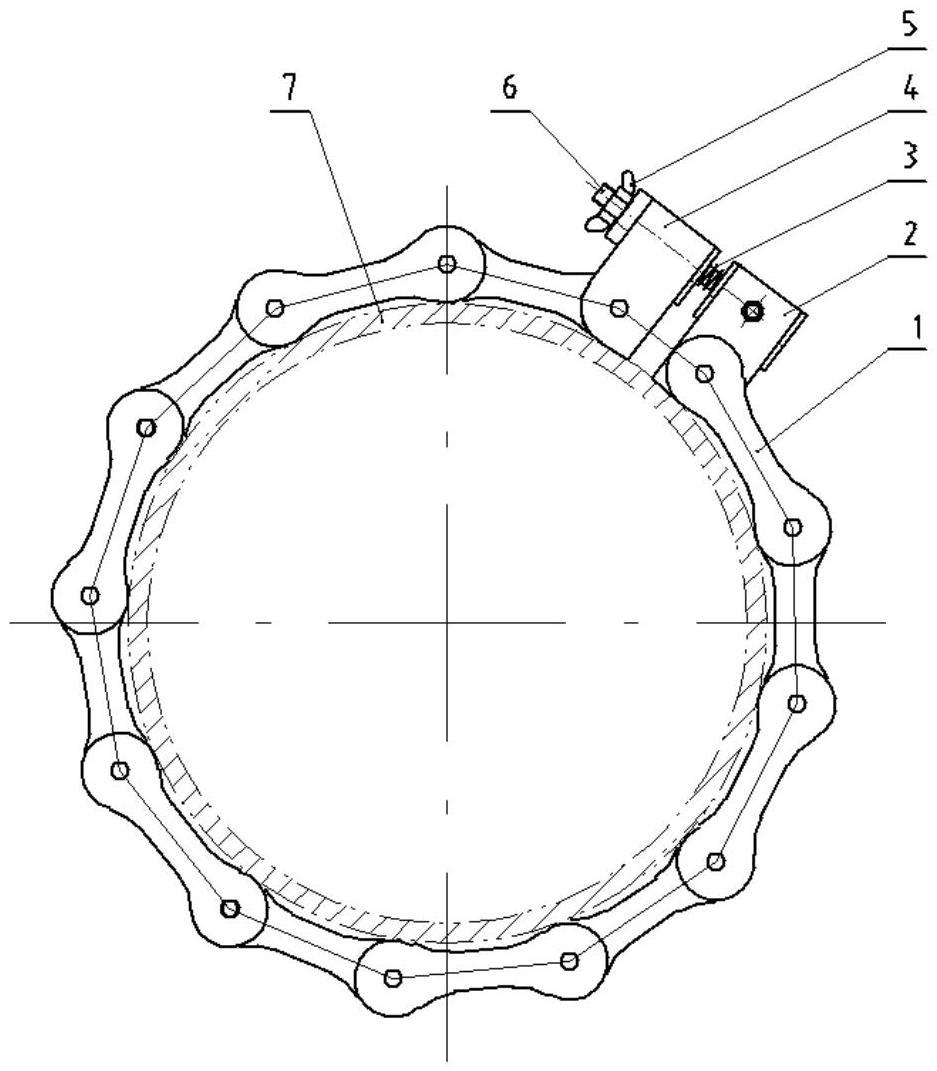
2、为了解决上述问题,本实用新型提供一种管道组对用快拆工装,包括链箍及锁紧机构,所述锁紧机构包括连接所述链箍两端的螺栓座及卡块,所述螺栓座与所述卡块通过带销螺栓可拆卸连接,所述带销螺栓套设有限位簧,所述限位簧位于所述螺栓座及所述卡块之间用于限位所述螺栓座及所述卡块保持平行相对的位置,所述链箍包括多个链环、多个定位套、多个链板及多个销子,每对相对位置的所述链环形成内链,每对相对位置的所述链板形成外链,所述内链及所述外链以交替的方式通过所述销子可拆卸连接。
3、在一些实施方式中,所述链箍还包括多个定位套,所述内链与所述外链的连接处形成相对位置的连接部,所述定位套连接两个相对位置的所述连接部。
4、在一些实施方式中,所述销子一端具有卡槽,所述卡槽内设置有弹簧垫。
5、在一些实施方式中,所述销子具有通孔,所述通孔内设置有开口销。
6、在一些实施方式中,所述螺栓座包括通过销座连接的螺栓座前板及螺栓座后板,所述卡块包括通过卡块立板连接的卡块前板及卡块后板。
7、在一些实施方式中,所述销座靠近管道一端为平面结构的防转脚,卡块立板靠近所述管道的一端为平面结构的防转脚。
8、在一些实施方式中,所述螺栓座前板、所述卡块前板及所述卡块后板均开设有u形槽,所述带销螺栓卡接于所述u形槽内。
9、在一些实施方式中,所述螺栓座后板开设有所述u形槽,用于限位所述带销螺栓。
10、在一些实施方式中,所述带销螺栓一端与所述螺栓座固定连接,其另一端通过螺母与所述卡块可拆卸连接,所述螺母为蝶形螺母。
11、本实用新型提供的一种管道组对用快拆工装,通过采用由多个链环及链板可拆卸连接组成链箍,能够根据不同管径需求自由拆卸或组装不同长度的链箍以满足生产需要。通过带销螺栓一端固定连接螺栓座,另一端可拆卸连接卡块,实现快拆工装的快速拆装,满足不同施工条件需求。同时,通过在螺栓座与卡块之间设置限位簧,螺母在拧紧带销螺栓的过程中,螺栓座及卡块的一端受限位簧的弹力作用,在克服弹簧力的同时就是在收紧链箍,弹簧的反力越大,链条收的越紧,以达到箍紧管道,对管道进行精准定位的效果。
技术特征:
1.一种管道组对用快拆工装,其特征在于,包括链箍(1)及锁紧机构,所述锁紧机构包括连接所述链箍(1)两端的螺栓座(2)及卡块(4),所述螺栓座(2)与所述卡块(4)通过带销螺栓(6)可拆卸连接,所述带销螺栓(6)套设有限位簧(3),所述限位簧(3)位于所述螺栓座(2)及所述卡块(4)之间用于限位所述螺栓座(2)及所述卡块(4)保持平行相对的位置,所述链箍(1)包括多个链环(11)、多个链板(13)及多个销子(15),每对相对位置的所述链环(11)形成内链,每对相对位置的所述链板(13)形成外链,所述内链及所述外链以交替的方式通过所述销子(15)可拆卸连接。
2.根据权利要求1所述的管道组对用快拆工装,其特征在于,所述链箍(1)还包括多个定位套(12),所述内链与所述外链的连接处形成相对位置的连接部,所述定位套(12)连接两个相对位置的所述连接部。
3.根据权利要求1所述的管道组对用快拆工装,其特征在于,所述销子(15)一端具有卡槽,所述卡槽内设置有弹簧垫(14)。
4.根据权利要求1所述的管道组对用快拆工装,其特征在于,所述销子(15)具有通孔,所述通孔内设置有开口销(16)。
5.根据权利要求1所述的管道组对用快拆工装,其特征在于,所述螺栓座(2)包括通过销座(22)连接的螺栓座前板(21)及螺栓座后板(23),所述卡块包括通过卡块立板(42)连接的卡块前板(41)及卡块后板(43)。
6.根据权利要求5所述的管道组对用快拆工装,其特征在于,所述销座(22)靠近管道(7)一端为平面结构的防转脚a(24),卡块立板(42)靠近所述管道(7)的一端为平面结构的防转脚b(44)。
7.根据权利要求5所述的管道组对用快拆工装,其特征在于,所述螺栓座前板(21)、所述卡块前板(41)及所述卡块后板(43)均开设有u形槽,所述带销螺栓(6)卡接于所述u形槽内。
8.根据权利要求7所述的管道组对用快拆工装,其特征在于,所述螺栓座后板(23)开设有所述u形槽,用于限位所述带销螺栓(6)。
9.根据权利要求1所述的管道组对用快拆工装,其特征在于,所述带销螺栓(6)一端与所述螺栓座(2)固定连接,其另一端通过螺母与所述卡块(4)可拆卸连接,所述螺母为蝶形螺母(5)。
技术总结
本技术提供一种管道组对用快拆工装,包括链箍及锁紧机构,锁紧机构包括连接所述链箍两端的螺栓座及卡块,螺栓座与卡块通过带销螺栓可拆卸连接,带销螺栓套设有限位簧,限位簧位于螺栓座及卡块之间用于限位螺栓座及卡块保持平行相对的位置,链箍包括多个链环、多个定位套、多个链板及多个销子,每对相对位置的链环形成内链,每对相对位置的链板形成外链,内链及外链以交替的方式通过销子可拆卸连接。能够克服现有技术中当管径规格数量繁多时不同尺寸管箍的数量也相应增多,且操作工序繁琐,不利于节约成本。当利用点焊筋板对中时,点焊和切割筋板时会损伤管子母材,不利于质量的控制的缺陷。
技术研发人员:史冰乐,李忙刚,梁威,王鼎文
受保护的技术使用者:西安陕鼓动力股份有限公司
技术研发日:20230307
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!