大小管焊接夹具的制作方法
本技术涉及焊接夹具,具体涉及一种大小管焊接夹具。
背景技术:
1、水刀的制作过程中,需要将一大一小两根不锈钢管并排焊接,焊接前需要将大小不锈钢管并排贴合,并且两管中轴线相互平行,焊接过程中,两管不能出现过大缝隙、不能变形、不能焊穿,焊接处需要空间开放,这样焊接的良品率才有保障。
2、但是,目前的大小管焊接夹具无法满足上述夹持需求,良品率不高。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种大小管焊接夹具,解决了大小管焊接夹具对大小管的夹持效果不佳的问题。
3、(二)技术方案
4、为实现以上目的,本实用新型通过以下技术方案予以实现:
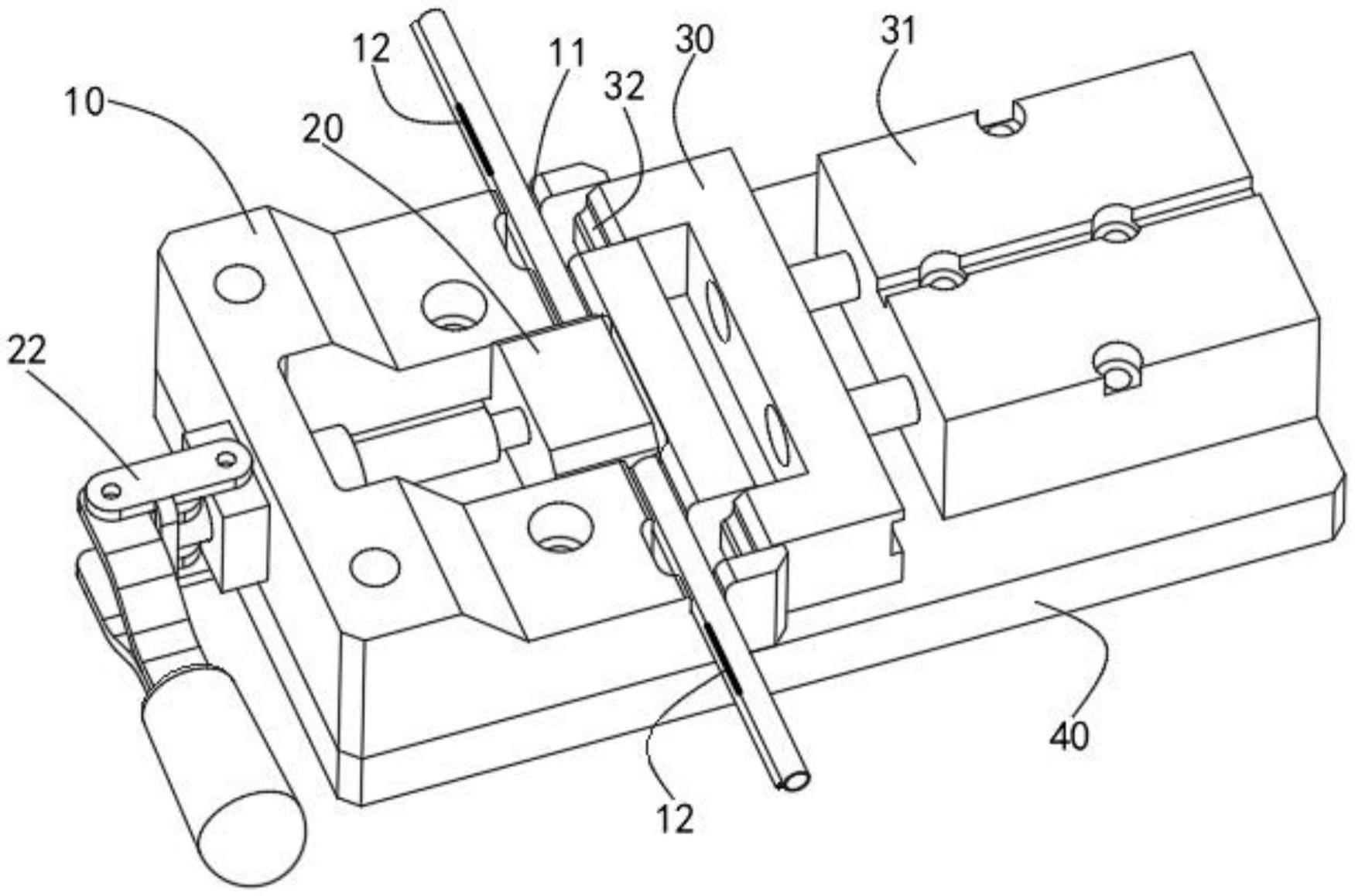
5、一种大小管焊接夹具,所述焊接夹具包括:固定座、夹紧块和夹紧叉;
6、所述固定座的顶部开设有放置槽;
7、所述夹紧块和夹紧叉分别设置于放置槽的两侧,且均与固定座水平滑动连接;
8、所述夹紧块朝向夹紧叉的一侧开设有套槽,所述套槽与并排贴合的大小管横截面形状大小匹配;
9、所述夹紧块与夹紧叉相向滑动,能够将并排放置在放置槽内的大小管夹紧在套槽内。
10、优选的,所述固定座与夹紧块通过快速装夹开关连接,夹紧块通过快速装夹开关驱动相对固定座水平滑移。
11、优选的,所述焊接夹具还包括:底板;
12、所述固定座安装在底板上;
13、所述底板上安装有双推杆气缸,双推杆气缸驱动夹紧叉相对固定座水平滑移。
14、优选的,所述夹紧叉开设有与套槽匹配的推槽,所述推槽与大管或小管的形状大小匹配。
15、优选的,所述放置槽、套槽和推槽的开口处均倒圆角。
16、(三)有益效果
17、本实用新型提供了一种大小管焊接夹具。与现有技术相比,具备以下有益效果:
18、本实用新型中,所述焊接夹具包括:固定座、夹紧块和夹紧叉;固定座的顶部开设有放置槽;夹紧块和夹紧叉分别设置于放置槽的两侧,且均与固定座水平滑动连接;夹紧块朝向夹紧叉的一侧开设有套槽,套槽与并排贴合的大小管横截面形状大小匹配;大小管焊接过程中,并排的大小管放入放置槽,夹紧块和夹紧叉相向滑动,将大小管夹紧在套槽内,装夹便捷,并且保证了焊接前大小管相互平行并排贴合,焊接过程中焊接夹具始终对大小管夹持牢固,大幅降低了两管出现大缝隙、变形、焊穿情况的几率,且焊接处位于放置槽外,空间开放,大幅提升了大小管焊接的良品率。
技术特征:
1.一种大小管焊接夹具,其特征在于,所述焊接夹具包括:固定座(10)、夹紧块(20)和夹紧叉(30);
2.如权利要求1所述的大小管焊接夹具,其特征在于,所述固定座(10)与夹紧块(20)通过快速装夹开关(22)连接,夹紧块(20)通过快速装夹开关(22)驱动相对固定座(10)水平滑移。
3.如权利要求1所述的大小管焊接夹具,其特征在于,所述焊接夹具还包括:底板(40);
4.如权利要求1~3任一所述的大小管焊接夹具,其特征在于,所述夹紧叉(30)开设有与套槽(21)匹配的推槽(32),所述推槽(32)与大管或小管的形状大小匹配。
5.如权利要求4所述的大小管焊接夹具,其特征在于,所述放置槽(11)、套槽(21)和推槽(32)的开口处均倒圆角。
技术总结
本技术提供了一种大小管焊接夹具,涉及焊接夹具技术领域。所述焊接夹具包括:固定座、夹紧块和夹紧叉;固定座的顶部开设有放置槽;夹紧块和夹紧叉分别设置于放置槽的两侧,且均与固定座水平滑动连接;夹紧块朝向夹紧叉的一侧开设有套槽,套槽与并排贴合的大小管横截面形状大小匹配;大小管焊接过程中,并排的大小管放入放置槽,夹紧块和夹紧叉相向滑动,将大小管夹紧在套槽内,装夹便捷,并且保证了焊接前大小管相互平行并排贴合,焊接过程中焊接夹具始终对大小管夹持牢固,大幅降低了两管出现大缝隙、变形、焊穿情况的几率,且焊接处位于放置槽外,空间开放,大幅提升了大小管焊接的良品率。
技术研发人员:洪章鹏,刘建波,赵强
受保护的技术使用者:杭州归领医疗器械有限公司
技术研发日:20230307
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!