一种扭力管加工用定位夹具的制作方法
本技术涉及扭力管加工领域,具体涉及一种扭力管加工用定位夹具。
背景技术:
1、对扭力管进行切割或者打磨的时候需要用到夹具,现有技术中,通常仅仅是通过夹具从两侧将扭力管抱紧,在放到机床或者其他等加工设备上进行对应的切割或者打磨加工。
2、但是,上述夹具存在一下问题,首先是通常机床的刀具走刀行程是有限的,对于扭力管来说,打磨或者切割深度是影响尺寸的关键因素,常用的夹具仅能够提供径向抱紧定位,而无法控制在夹紧时,扭力管的轴向位置,给加工过程中的走刀深度控制造成影响,进而对良品率造成影响;其次,在冷加工操作时,操作者按要求是不能佩戴手套的,但是扭力管打磨或者切割后,温度很高,在不使用工具的情况下无法对加工完成的工件进行操作。因此,设计一种扭力管加工用定位夹具是必要的。
技术实现思路
1、本实用新型的目的是提供一种扭力管加工用定位夹具,以解决上述问题。
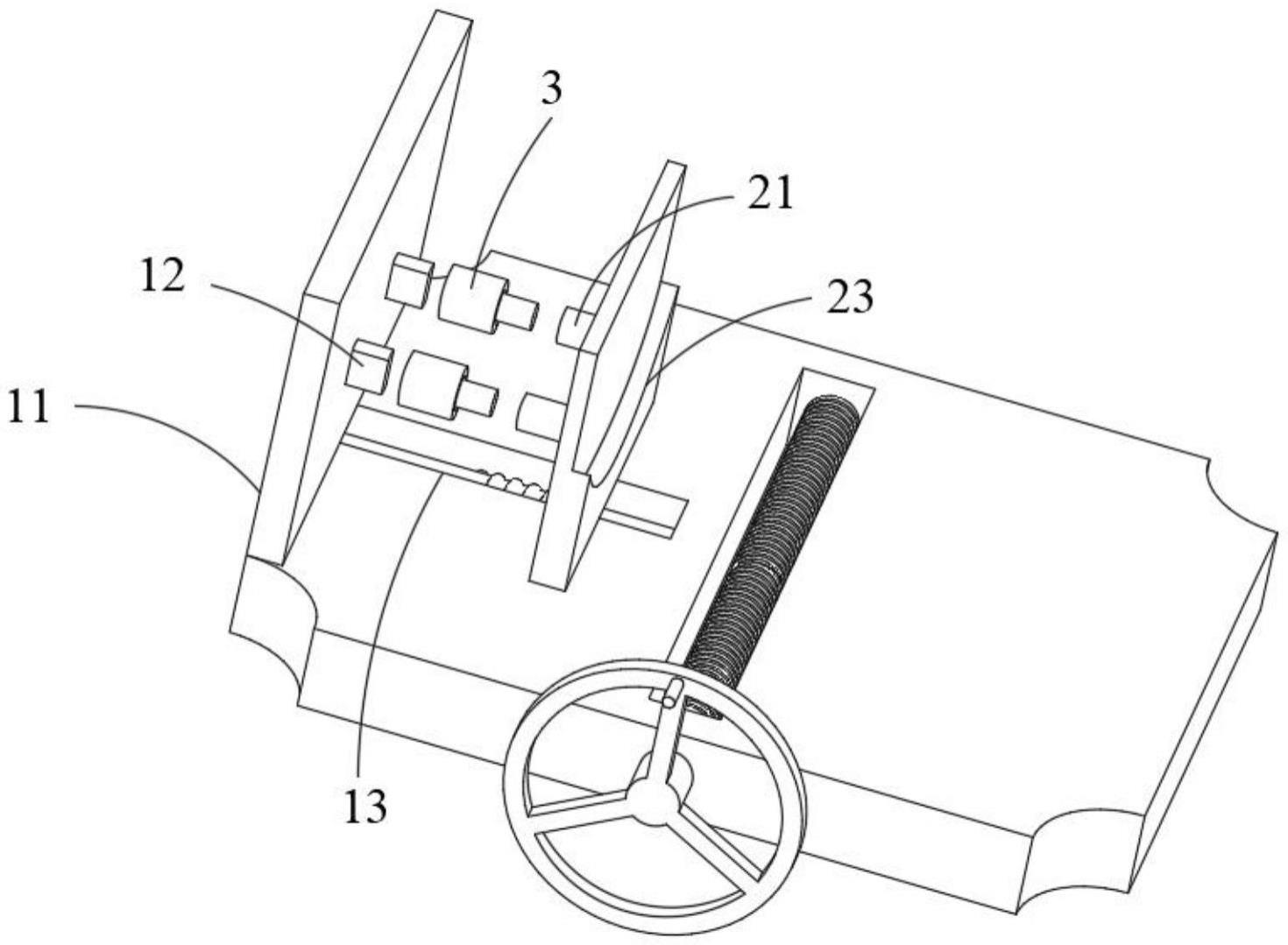
2、为了实现上述目的,本实用新型实施例提供了一种扭力管加工用定位夹具,包括:底座和滑动设置在所述底座上的定位板,所述定位板与所述底座弹性连接;
3、所述定位板适于沿所述底座长度方向滑动,且所述定位板上适于放置工件;
4、所述定位板一侧拆卸的设置有若干锁定件,所述锁定件远离所述定位板的一端可拆卸的与所述底座连接;
5、上料时,工件一端与所述定位板抵接,所述锁定件两端分别与所述底座和所述定位板固定,以锁定工件;
6、下料时,锁定件与所述定位板脱离,所述定位板沿长度方向顶推工件下料。
7、进一步地,所述底座一侧沿竖直方向设置有固定板,所述固定板朝向所述定位板的一侧设置有若干螺纹柱,所述螺纹柱与所述锁定件螺纹连接;
8、一个螺纹柱对应一个锁定件;
9、所述定位板朝向所述固定板的一侧设置有若干安装块,所述安装块与所述锁定件螺纹连接;
10、一个安装块对应一个锁定件。
11、进一步地,所述锁定件包括螺纹套和锁定头,所述螺纹套与所述锁定头转动连接;
12、所述螺纹套与所述螺纹柱螺纹连接,所述锁定头与所述安装块螺纹连接。
13、进一步地,所述锁定头一端设置有限位盘,所述螺纹套内壁间隔设置有两限位环,所述限位盘与所述限位环相适配。
14、进一步地,所述底座沿长度方向开设有导向槽,所述导向槽内设置有导向杆,所述导向杆两端分别与所述导向槽两端连接;
15、所述定位板底部设置有导向块,所述导向块与所述导向槽相适配;
16、所述导向块上开设有导向孔,所述导向孔与所述导向杆相适配。
17、进一步地,所述导向槽内还设置有一下料弹簧,所述下料弹簧一端与所述导向槽连接,另一端与所述定位板连接。
18、进一步地,所述定位板远离所述固定板的一侧设置有圆弧块,所述圆弧块与工件相对应。
19、进一步地,所述定位夹具还包括两夹紧块,两所述夹紧块镜像设置在所述定位板远离所述固定板的一侧;
20、所述底座沿宽度方向开设有夹紧槽,所述夹紧槽内设置有引导柱,两所述夹紧块分别与所述引导柱螺纹连接。
21、进一步地,引导柱上开设双向螺纹,所述双向螺纹沿所述引导柱长度方向镜像设置。
22、进一步地,所述底座一侧设置有手轮,所述手轮与所述引导柱同轴连接。
23、相对于现有技术,本实用新型实施例具有以下有益效果:1、在安装扭力管时,可先通过将扭力管放置在圆弧块上,并顶推定位板滑动至符合加工尺寸的位置,再安装锁定件,以锁定定位板。2、通过设置下料弹簧,使得工件加工完成后,不需要操作工件,即可通过定位板推动工件下料。3、通过在引导柱上设置双向螺纹来实现同步控制两夹紧块靠近或者远离。
技术特征:
1.一种扭力管加工用定位夹具,其特征在于,包括:
2.如权利要求1所述的扭力管加工用定位夹具,其特征在于,
3.如权利要求2所述的扭力管加工用定位夹具,其特征在于,
4.如权利要求3所述的扭力管加工用定位夹具,其特征在于,
5.如权利要求4所述的扭力管加工用定位夹具,其特征在于,
6.如权利要求5所述的扭力管加工用定位夹具,其特征在于,
7.如权利要求6所述的扭力管加工用定位夹具,其特征在于,
8.如权利要求7所述的扭力管加工用定位夹具,其特征在于,
9.如权利要求8所述的扭力管加工用定位夹具,其特征在于,
10.如权利要求9所述的扭力管加工用定位夹具,其特征在于,
技术总结
本技术涉及扭力管加工领域,具体涉及一种扭力管加工用定位夹具。本技术实施例提供了一种扭力管加工用定位夹具,包括:底座和滑动设置在底座上的定位板;定位板一侧拆卸的设置有若干锁定件;上料时,工件一端与定位板抵接,锁定件两端分别与底座和定位板固定,以锁定工件;下料时,锁定件与定位板脱离,定位板沿长度方向顶推工件下料。在安装扭力管时,可先通过将扭力管放置在圆弧块上,并顶推定位板滑动至符合加工尺寸的位置,再安装锁定件,以锁定定位板。通过设置下料弹簧,使得工件加工完成后,不需要操作工件,即可通过定位板推动工件下料。通过在引导柱上设置双向螺纹来实现同步控制两夹紧块靠近或者远离。
技术研发人员:郝等,陈烨聪,吴晗
受保护的技术使用者:常州龙光医疗技术有限公司
技术研发日:20230308
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!