一种薄壁钢管活接密封凸台胀形模具的制作方法
本技术属于钢管加工,具体涉及一种薄壁钢管活接密封凸台胀形模具。
背景技术:
1、目前,金属管均是采用凸环来实现活接的,现有技术是通过在管件端部焊接一个凸环来达到生产活接的目的,无形中增加了成本,且焊接时还会出现焊偏、焊接不彻底的问题,影响产品质量。
技术实现思路
1、本实用新型的目的在于提供一种薄壁钢管活接密封凸台胀形模具,通过该模具可在管件的端部向外变形成型一个凸环的胚体,配合后期加工形成凸环。
2、为实现上述目的,本实用新型采用如下技术方案:
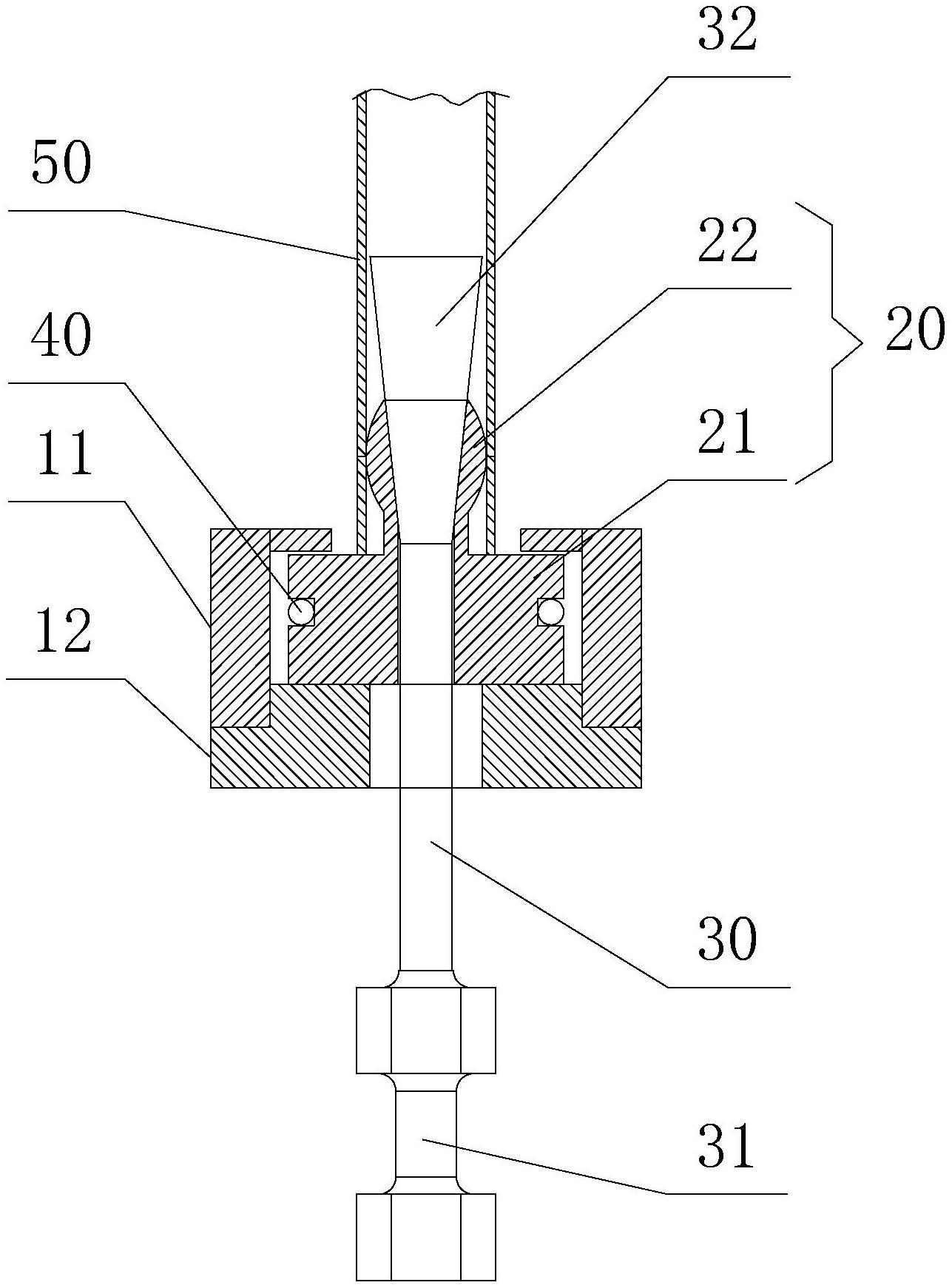
3、一种薄壁钢管活接密封凸台胀形模具,包括第一固定套、第二固定套、五瓣涨型模和锥度拉杆,第一固定套和第二固定套适配安装后形成腔体,五瓣涨型模包括涨型部和固定部,固定部位于第一固定套内的腔体,涨型部位于第一固定套外侧,且涨型部的外侧壁为弧形面,所述锥度拉杆的一端为与拉拔机连接的连接部,另一端为形状为圆台的椎度体,且锥度体尺寸较小的一端与锥度拉杆连接,锥度拉杆的连接部一端依次穿过五瓣涨型模的涨型部、第二固定套后与拉拔机连接。
4、进一步地,所述五瓣涨型模的固定部侧壁上设有橡胶圈。
5、本实用新型通过锥度拉杆与五瓣涨型模配合,可使管件的端部径向变形形成凸台初胚体,配合挤压镦粗等工艺形成凸台实现活接,本实用新型通过调整涨型模的大小来控制管件变形的大小,管件变形量越大,成型后的凸台外径越大。
技术特征:
1.一种薄壁钢管活接密封凸台胀形模具,其特征在于:包括第一固定套、第二固定套、五瓣涨型模和锥度拉杆,第一固定套和第二固定套适配安装后形成腔体,五瓣涨型模包括涨型部和固定部,固定部位于第一固定套内的腔体内,涨型部位于第一固定套外侧,且涨型部的外侧壁为弧形面,所述锥度拉杆的一端为与拉拔机连接的连接部,另一端为形状为圆台的椎度体,且锥度体尺寸较小的一端与锥度拉杆连接,锥度拉杆的连接部一端依次穿过五瓣涨型模的涨型部、第二固定套后与拉拔机连接。
2.根据权利要求1所述的一种薄壁钢管活接密封凸台胀形模具,其特征在于:所述五瓣涨型模的固定部侧壁上设有橡胶圈。
技术总结
本技术公开了一种薄壁钢管活接密封凸台胀形模具,包括第一固定套、第二固定套、五瓣涨型模和锥度拉杆,第一固定套和第二固定套适配安装后形成腔体,五瓣涨型模包括涨型部和固定部,固定部位于第一固定套内的腔体内,涨型部位于第一固定套外侧,所述锥度拉杆的一端为与拉拔机连接的连接部,另一端为形状为圆台的椎度体,且锥度体尺寸较小的一端与锥度拉杆连接,锥度拉杆的连接部一端依次穿过五瓣涨型模的涨型部、第二固定套后与拉拔机连接。本技术通过锥度拉杆与五瓣涨型模配合,可使管件的端部径向变形形成凸台初胚体,本技术通过调整涨型模的大小来控制管件变形的大小,管件变形量越大,成型后的凸台外径越大。
技术研发人员:唐照荣,高仕铭,方德兴,陶航,游炳波
受保护的技术使用者:四川龙立可不锈钢管业有限公司
技术研发日:20230308
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!