成型刀具的制作方法
本技术涉及机加工,尤其涉及一种成型刀具。
背景技术:
1、成型刀具普遍使用单螺旋结构,若刀具设计为右螺旋结构,在加工时,刀具后轮廓容易发生崩刃的情况,原因是在加工时,后轮廓的切削阻力要比前轮廓的切削阻力要大的多;若刀具设计为左螺旋结构,在加工时,刀具前轮廓容易发生崩刃的情况,原因是在加工时,前轮廓的切削阻力要比后轮廓的切削阻力要大的多;这种崩刃情况根本原因是因为刀具在加工时出现的切削阻力不均导致的。目前,中国专利cn212526221u公开了一种双螺旋内凹成型刀,其方案为左斜槽和右斜槽的配合,虽然一定程度可以降低刀具切削时的冲击力度,但是斜槽对影响刀具的切削阻力并未得到改善,刀具在切削时容易发生共振。
2、因此,有必要提供一种可有效改变刀具在切削时产生的切削阻力,并且分散切削阻力的成型刀具。
技术实现思路
1、本实用新型的目的在于提供一种可有效改变刀具在切削时产生的切削阻力,并且分散切削阻力的成型刀具。
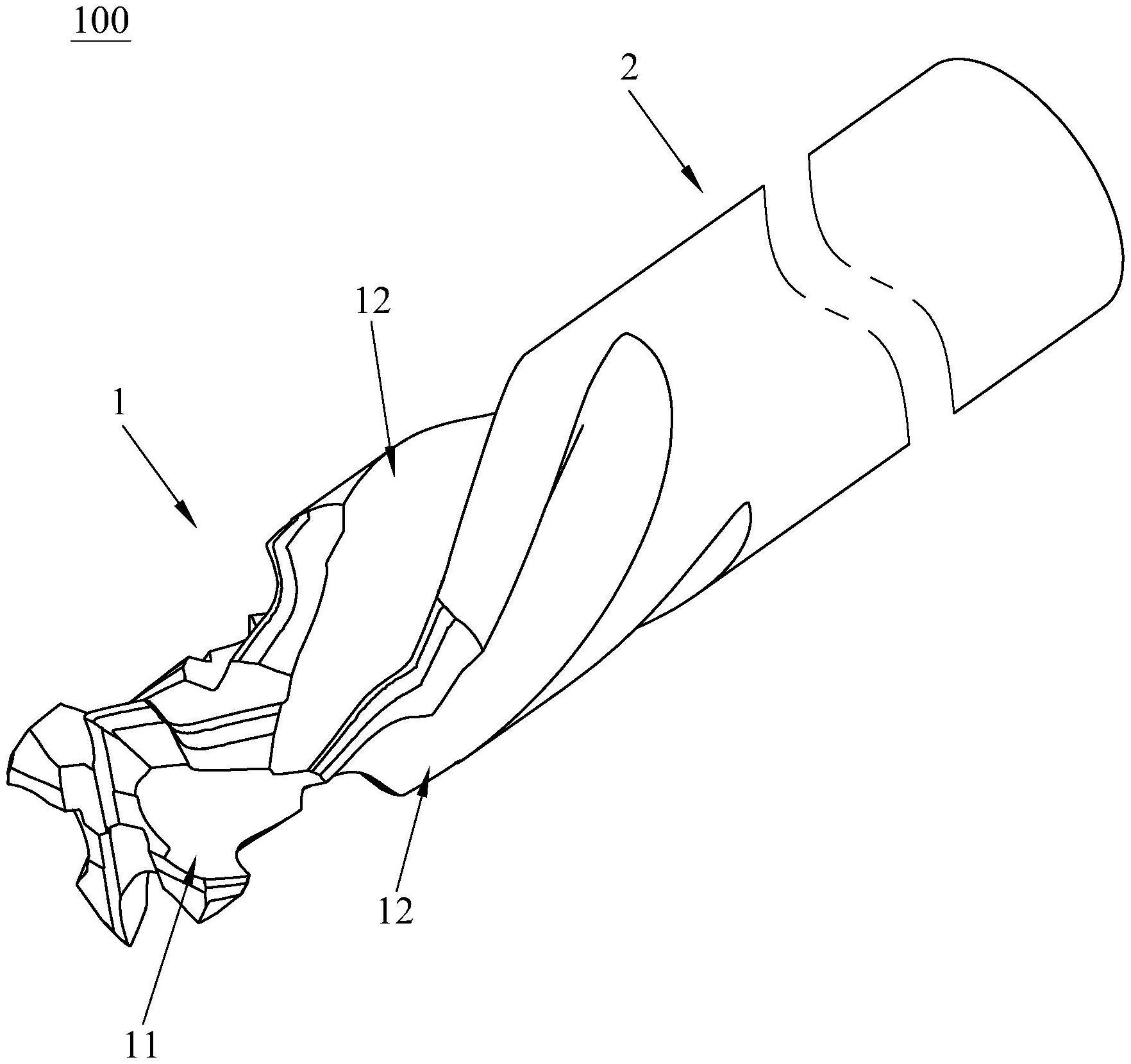
2、为实现上述目的,本实用新型提供了一种成型刀具,包括切削主体,所述切削主体的表面沿其轴向方向依次设有第一螺旋槽和第二螺旋槽,所述第一螺旋槽和所述第二螺旋槽中的一者的螺旋方向为左螺旋,所述第一螺旋槽和所述第二螺旋槽中的另一者的螺旋方向为右螺旋,且所述第二螺旋槽的起始位置沿所述切削主体的圆周方向相对所述第一螺旋槽的结束位置偏转预设分度角度,以使所述第一螺旋槽与所述第二螺旋槽分度。
3、较佳地,所述第一螺旋槽的螺旋方向为右螺旋,所述第二螺旋槽的螺旋方向为左螺旋。
4、较佳地,所述第一螺旋槽的螺旋角为30度,所述第二螺旋槽的螺旋角为30度。
5、较佳地,所述第二螺旋槽的起始位置与所述第一螺旋槽的结束位置具有重叠区。
6、较佳地,若干个所述第一螺旋槽沿所述切削主体的同一圆周方向呈间隔布置,以在所述切削主体的同一圆周方向上形成若干个第一切屑刃,相邻两个所述第一切屑刃之间形成第一槽形角,所述第一槽形角呈不等分布置。
7、较佳地,若干个所述第二螺旋槽沿所述切削主体的同一圆周方向呈间隔布置,以在所述切削主体的同一圆周方向上形成若干个第二切屑刃,相邻两个所述第二切屑刃之间形成第二槽形角,所述第二槽形角不等分布置。
8、较佳地,所述分度角度为45度。
9、较佳地,所述切削主体的开槽芯径为其最大刃径的40%。
10、较佳地,所述切削主体在相邻两个所述第一螺旋槽之间的位置处依次形成第一后刀面、第二后刀面及第三后刀面,所述第一后刀面、所述第二后刀面及所述第三后刀面三者对应的后角角度依次递增。
11、较佳地,所述切削主体在相邻两个所述第二螺旋槽之间的位置处依次形成第四后刀面、第五后刀面及第六后刀面,所述第四后刀面、所述第五后刀面及所述第六后刀面三者对应的后角角度依次递增。
12、与现有技术相比,本实用新型的成型刀具通过改变刀具的开槽结构,在切削主体上沿其轴向方向依次设置螺旋方向不同的第一螺旋槽和第二螺旋槽,改变刀具切削阻力,从而有效保证刀具切削力的均一性和稳定性,并通过将所述第一螺旋槽与所述第二螺旋槽分度,分散刀具的切削阻力,降低切削共振。因此,本实用新型的成型刀具可有效改变刀具在切削时产生的切削阻力,并且分散切削阻力,从而提高刀具的使用寿命,有效地解决了客户端刀具用量超标问题,并且降低了机台的换刀频率,提高生产效率。
技术特征:
1.一种成型刀具,其特征在于,包括切削主体,所述切削主体的表面沿其轴向方向依次设有第一螺旋槽和第二螺旋槽,所述第一螺旋槽和所述第二螺旋槽中的一者的螺旋方向为左螺旋,所述第一螺旋槽和所述第二螺旋槽中的另一者的螺旋方向为右螺旋,且所述第二螺旋槽的起始位置沿所述切削主体的圆周方向相对所述第一螺旋槽的结束位置偏转预设分度角度,以使所述第一螺旋槽与所述第二螺旋槽分度。
2.根据权利要求1所述的成型刀具,其特征在于,所述第一螺旋槽的螺旋方向为右螺旋,所述第二螺旋槽的螺旋方向为左螺旋。
3.根据权利要求1所述的成型刀具,其特征在于,所述第一螺旋槽的螺旋角为30度,所述第二螺旋槽的螺旋角为30度。
4.根据权利要求1所述的成型刀具,其特征在于,所述第二螺旋槽的起始位置与所述第一螺旋槽的结束位置具有重叠区。
5.根据权利要求1所述的成型刀具,其特征在于,若干个所述第一螺旋槽沿所述切削主体的同一圆周方向呈间隔布置,以在所述切削主体的同一圆周方向上形成若干个第一切屑刃,相邻两个所述第一切屑刃之间形成第一槽形角,所述第一槽形角呈不等分布置。
6.根据权利要求1所述的成型刀具,其特征在于,若干个所述第二螺旋槽沿所述切削主体的同一圆周方向呈间隔布置,以在所述切削主体的同一圆周方向上形成若干个第二切屑刃,相邻两个所述第二切屑刃之间形成第二槽形角,所述第二槽形角不等分布置。
7.根据权利要求1所述的成型刀具,其特征在于,所述分度角度为45度。
8.根据权利要求1所述的成型刀具,其特征在于,所述切削主体的开槽芯径为其最大刃径的40%。
9.根据权利要求1所述的成型刀具,其特征在于,所述切削主体在相邻两个所述第一螺旋槽之间的位置处依次形成第一后刀面、第二后刀面及第三后刀面,所述第一后刀面、所述第二后刀面及所述第三后刀面三者对应的后角角度依次递增。
10.根据权利要求1所述的成型刀具,其特征在于,所述切削主体在相邻两个所述第二螺旋槽之间的位置处依次形成第四后刀面、第五后刀面及第六后刀面,所述第四后刀面、所述第五后刀面及所述第六后刀面三者对应的后角角度依次递增。
技术总结
本技术提供了一种成型刀具,包括切削主体,所述切削主体的表面沿其轴向方向依次设有第一螺旋槽和第二螺旋槽,所述第一螺旋槽和所述第二螺旋槽中的一者的螺旋方向为左螺旋,所述第一螺旋槽和所述第二螺旋槽中的另一者的螺旋方向为右螺旋,且所述第二螺旋槽的起始位置沿所述切削主体的圆周方向相对所述第一螺旋槽的结束位置偏转预设分度角度,以使所述第一螺旋槽与所述第二螺旋槽分度。本技术的成型刀具可有效改变刀具在切削时产生的切削阻力,并且分散切削阻力,从而提高刀具的使用寿命,有效地解决了客户端刀具用量超标问题,并且降低了机台的换刀频率,提高生产效率。
技术研发人员:卢文根,陈历军,曾磊
受保护的技术使用者:广东鼎泰高科技术股份有限公司
技术研发日:20230308
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!