细铜管矫直工具的制作方法
本技术属于铜加工设备,尤其涉及一种细铜管矫直工具。
背景技术:
1、工业细铜管,也称散热铜管、导热铜管、导热管或热管等,是一种非常重要的导热、散热部件,用于实现铜管散热。而铜管散热是现有电子设备中最为常用的散热手段,其广泛地用于手机、手提电脑和大功率高性能电脑设备中。铜管散热的原理是利用铜管本身良好的导热性和铜管内液体的冷凝变化实现相变传热,从而将电子设备产生的热量快速地发散到外界环境中。
2、为了满足现有电子设备高度集成化使用需求,各方研发人员对导热铜管的微缩化作出了卓越的贡献,目前已经能够实现管身厚度2mm以内的超薄导热铜管。我司对于细铜管技术已做出了重大的研发和改进,如通过cn112371752b以双模分段式游芯拉拔的方式实现了超薄壁铜管的加工制备,但实际在生产制备过程中,细铜管的矫直工作却也成了一个较为重要的问题。由于细铜管具有制备精细化、加工精细化和使用精细化的特点,因而对其的直度具有较高的要求。但现有的矫直工装,大多为轮式压力矫直结构,其使得待矫直的线材或管材通过一端周向均匀受压的环境或结构中,实现对线材或管材的矫直,而细铜管由于本身外径小、管壁薄,而铜材质本身较软,因而目前在矫直过程中非常容易导致铜管变形、损坏,良品率低,对铜管企业产生了较大的损失。
3、因而,开发一种能够用于细铜管柔和矫直的工具是实现细铜管精细化加工的重要技术。
技术实现思路
1、为解决现有的矫直工具用于细铜管矫直时容易对细铜管产生损伤,导致铜管变形损坏等问题,本实用新型提供了一种细铜管矫直工具。
2、本实用新型的主要目的在于:
3、一、能够对细铜管实现柔和化的矫正工作;
4、二、能够适用于细铜管的连续矫直工作。
5、为实现上述目的,本实用新型采用以下技术方案。
6、一种细铜管矫直工具,包括:
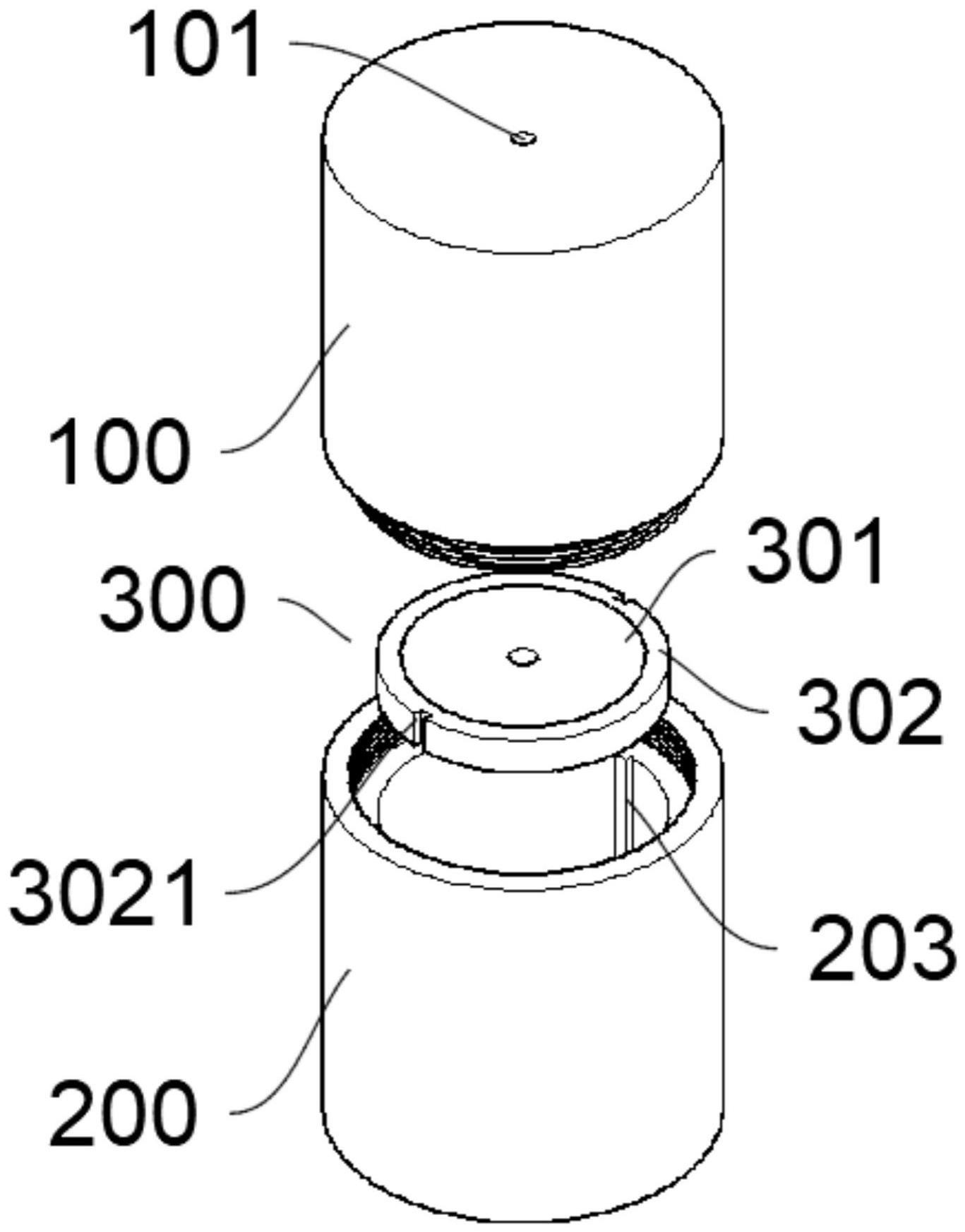
7、构成矫直工具主体的两个盖体结构、限位套和环套结构;
8、所述两个盖体结构可拆卸地配合安装为中空的主体,且在盖体的底部均设有对准孔;
9、所述环套结构设于两个盖体构成的主体内且设有矫直孔;
10、所述对准孔和矫直孔的孔轴线重合,限位套由呈空心带状,其由主体外穿过其中一个对准孔进入主体内,再依次穿过矫直孔和另一对准孔后穿出主体,两端开口均向外翻出套设在盖体外部进行固定,在主体内的限位套部分拉紧设置;
11、所述环套结构在主体内周向套设在限位套外侧且能够沿矫直孔的孔轴线做往复运动。
12、作为优选,
13、所述矫直孔和对准孔的孔径相等。
14、作为优选,
15、所述对准孔的孔径、限位套厚度和待矫直的铜管外径满足下式:
16、d≥d≥d-2δ
17、式中:d为对准孔的孔径直径,单位为mm,δ为限位套厚度,单位为mm,d为待矫直的铜管外径,单位为mm。
18、作为优选,
19、所述对准孔的孔径、限位套厚度和待矫直的铜管外径满足下式:
20、(d-2δ)+2δ×20%≤d≤(d-2δ)+2δ×40%
21、式中:d为对准孔的孔径直径,单位为mm,δ为限位套厚度,单位为mm,d为待矫直的铜管外径,单位为mm。
22、作为优选,
23、所述环套结构为永磁换套组件,其由设有矫直孔的环形永磁体和包覆在环形永磁体周向外侧的保护套构成;
24、所述保护套上设有滑槽,上盖体和下盖体内分别设有相互对准且与滑槽的上滑轨和下滑轨。
25、作为优选,
26、所述盖体底部设有一个电磁槽;
27、所述电磁槽底部设有电磁线圈,电磁槽开口处设有防撞垫。
28、作为优选,
29、所述电磁线圈连接外部交流电源或脉冲电源。
30、本实用新型的有益效果是:
31、本实用新型通过可控地柔和矫直能够避免细铜管矫直加工过程中的损伤损坏,实现良好的矫直效果,且能够适用于短管的矫直和长管的连续化矫直。
技术特征:
1.一种细铜管矫直工具,其特征在于,包括:
2.根据权利要求1所述的一种细铜管矫直工具,其特征在于,
3.根据权利要求1所述的一种细铜管矫直工具,其特征在于,
4.根据权利要求3所述的一种细铜管矫直工具,其特征在于,
5.根据权利要求1所述的一种细铜管矫直工具,其特征在于,
6.根据权利要求5所述的一种细铜管矫直工具,其特征在于,
7.根据权利要求6所述的一种细铜管矫直工具,其特征在于,
技术总结
本技术属于铜加工设备,尤其涉及一种细铜管矫直工具。包括:构成矫直工具主体的两个盖体结构、限位套和环套结构;所述两个盖体结构可拆卸地配合安装为中空的主体,且在盖体的底部均设有对准孔;所述环套结构设于两个盖体构成的主体内且设有矫直孔;所述对准孔和矫直孔的孔轴线重合,限位套闯过对准孔和矫直孔且在主体内拉紧设置构成细铜管通道;所述环套结构在主体内周向套设在限位套外侧且能够沿矫直孔的孔轴线做往复运动。本技术通过可控地柔和矫直能够避免细铜管矫直加工过程中的损伤损坏,实现良好的矫直效果,且能够适用于短管的矫直和长管的连续化矫直。
技术研发人员:朱胜利,朱艳杰
受保护的技术使用者:安徽德诠新材料科技有限公司
技术研发日:20230306
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!