一种卷料和板料的互换上料装置的制作方法
本技术涉及一种卷料和板料的互换上料装置。
背景技术:
1、汽车钣金件的冲压,上料部分现在大部分采用卷料和块料两种形式。请参阅图1,在使用级进模具和连续模具的时候一般采用卷料形式,整平送料机1'设置在卷料放料机2'和压机3'之间,卷料放料机2'上的卷料通过整平送料机1'整平后输送至压机3'上。请参阅图2,使用多工位模具时采用块料形式较多,通过两个块料小车4'交替更换上料至压机3',每个块料小车4'通过驱动电机驱动其沿相应的轨道移动,两个块料小车4'的交替上料定位由机械挡块限位和近接开关检测保证。一般情况下使用了卷料形式就不能使用块料形式,因为整平送料机和块料小车都很大,不能兼顾两种形式。
技术实现思路
1、本实用新型的目的是克服现有技术的缺陷,提供一种卷料和板料的互换上料装置,可以实现卷料和板料的互换上料,多工位生产线和级进模生产线在一套设备中即可完成,拓展了生产灵活性,增加了设备利用率。
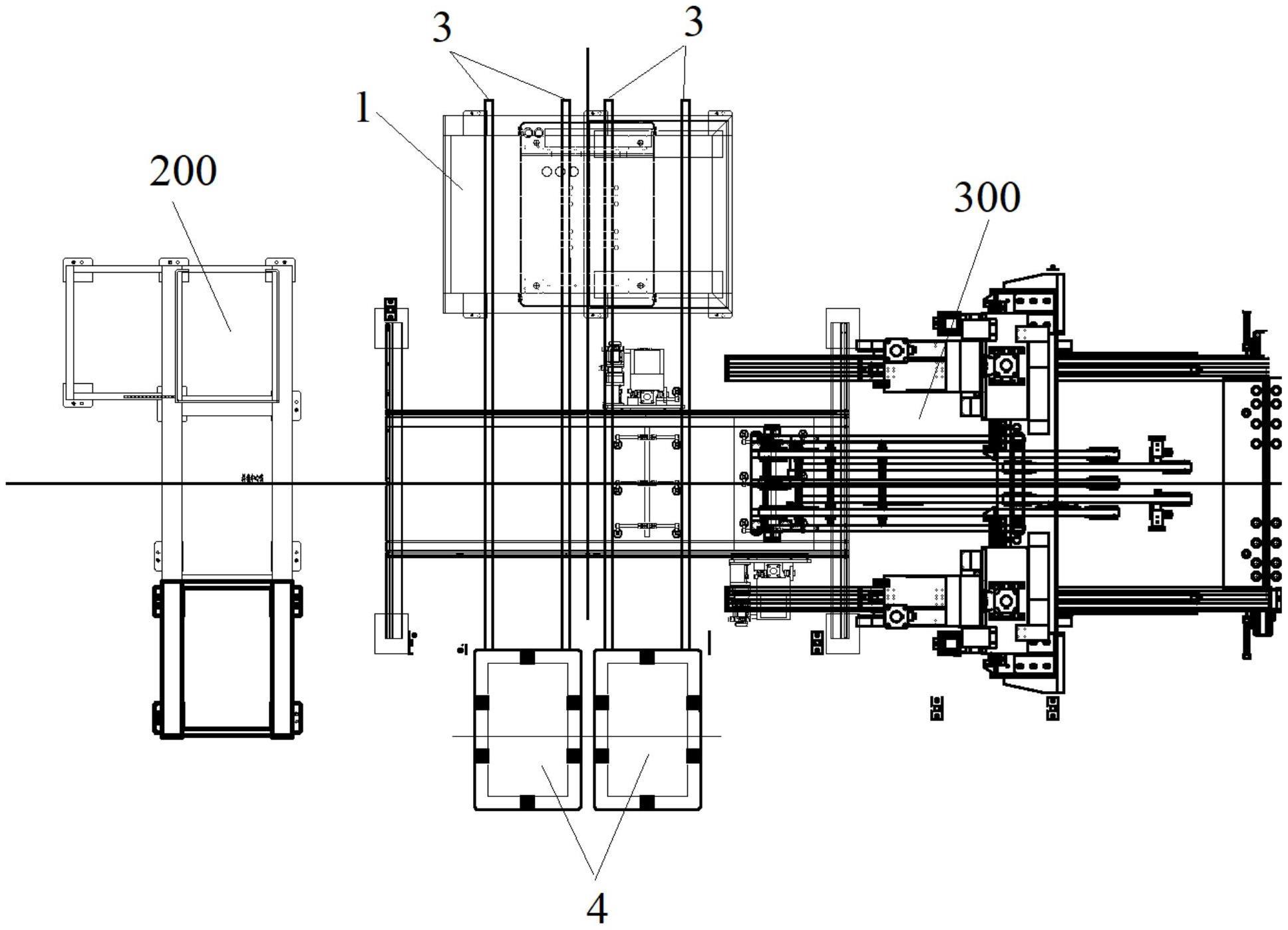
2、实现上述目的的技术方案是:一种卷料和板料的互换上料装置,设置在卷料放料机和压机之间,包括整平送料机、控制屏、四条轨道和两个块料小车,其中:
3、所述四条轨道依次纵向设置在所述卷料放料机和压机之间;
4、其中一个块料小车沿其中两条轨道的前半部分前后移动,另外一个块料小车沿剩余的两条轨道的前半部分前后移动;
5、所述整平送料机的底端设置有四个轨道轮,四个轨道轮呈矩形设置,左侧的两个轨道轮沿最左侧的轨道的后半部分前后移动,右侧的轨道轮沿最右侧的轨道的后半部分前后移动;且前侧的两个轨道轮之间和后侧的两个轨道轮之间分别设置有同步轴,其中一个同步轴上设置有传动轮,所述整平送料机的侧壁上设置有减速电机,所述减速电机的输出端通过同步带与所述传动轮相连;
6、最左侧的轨道和最右侧的轨道中至少一个轨道的后端设置有整平机退后到位硬限位块,所述整平机退后到位硬限位块上设置有整平机位置传感器;
7、所述整平送料机、整平机位置传感器、减速电机和两个块料小车的驱动电机分别与所述控制屏通信。
8、上述的一种卷料和板料的互换上料装置,其中,每个块料小车的驱动电机采用带刹车电机。
9、上述的一种卷料和板料的互换上料装置,其中,所述控制屏上设置有多工位选择开关和级进模选择开关,所述多工位选择开关控制块料小车的控制电源的开关,所述级进模选择开关控制整平送料机的控制电源的开关;所述块料小车的控制电源与所述整平送料机的控制电源通过输出继电器互锁,所述块料小车的控制电源与所述输出继电器的常闭触点相连,所述整平送料机的控制电源与所述输出继电器的常开触点相连。
10、本实用新型的卷料和板料的互换上料装置,可以实现卷料和板料的互换上料,多工位生产线和级进模生产线在一套设备中即可完成,拓展了生产灵活性,增加了设备利用率。
技术特征:
1.一种卷料和板料的互换上料装置,设置在卷料放料机和压机之间,其特征在于,包括整平送料机、控制屏、四条轨道和两个块料小车,其中:
2.根据权利要求1所述的一种卷料和板料的互换上料装置,其特征在于,每个块料小车的驱动电机采用带刹车电机。
3.根据权利要求1所述的一种卷料和板料的互换上料装置,其特征在于,所述控制屏上设置有多工位选择开关和级进模选择开关,所述多工位选择开关控制块料小车的控制电源的开关,所述级进模选择开关控制整平送料机的控制电源的开关;所述块料小车的控制电源与所述整平送料机的控制电源通过输出继电器互锁,所述块料小车的控制电源与所述输出继电器的常闭触点相连,所述整平送料机的控制电源与所述输出继电器的常开触点相连。
技术总结
本技术公开了一种卷料和板料的互换上料装置,包括整平送料机、控制屏、四条轨道和两个块料小车,所述四条轨道依次纵向设置在所述卷料放料机和压机之间;整平送料机的底端设置有四个轨道轮,四个轨道轮呈矩形设置,左侧的两个轨道轮沿最左侧的轨道的后半部分前后移动,右侧的轨道轮沿最右侧的轨道的后半部分前后移动;最左侧的轨道和最右侧的轨道中至少一个轨道的后端设置有整平机退后到位硬限位块,所述整平机退后到位硬限位块上设置有整平机位置传感器。本技术的卷料和板料的互换上料装置,可以实现卷料和板料的互换上料,多工位生产线和级进模生产线在一套设备中即可完成,拓展了生产灵活性,增加了设备利用率。
技术研发人员:张维忠
受保护的技术使用者:上海众达汽车冲压件有限公司
技术研发日:20230310
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!