送料装置以及带料冲压系统的制作方法
本技术涉及汽车制造,特别涉及送料装置以及带料冲压系统。
背景技术:
1、在汽车制造行业当中,冲床是必不可少的生产设备,无论是对板料的冲压成型,还是对带料的冲裁,都离不开冲床。由于每个冲床都具有上冲模和下冲模,两者的相对位置除了可上下变动之外基本保持一致,因此每个冲床都具有相对固定的冲模。
2、目前,汽车自动化生产线对于带料的输送一般是依靠送料机来完成,送料机用于将带料从放卷架输送至冲床,冲床在接收到带料后便对其进行冲压。但由于送料机的位置与冲床的位置并非高精准定位,因此带料在冲压之前还需与冲床进行对中定位,以确保冲模能够正确位于带料的指定位置上。
3、由于不同产品所需要的带料尺寸各有不同,与其适配的冲模也各有不同,而现有技术的送料机无法对不同尺寸的带料提供良好的对中定位输送,为此,亟需对现有的送料机进行改进,以使其能够将不同尺寸的带料对中定位输送至冲床。
技术实现思路
1、本实用新型旨在提供一种送料装置,以解决如何将不同尺寸的带料对中定位输送至冲床的技术问题。
2、根据本实用新型的第一方面实施例的送料装置,具有从后往前的送料方向,其包括:
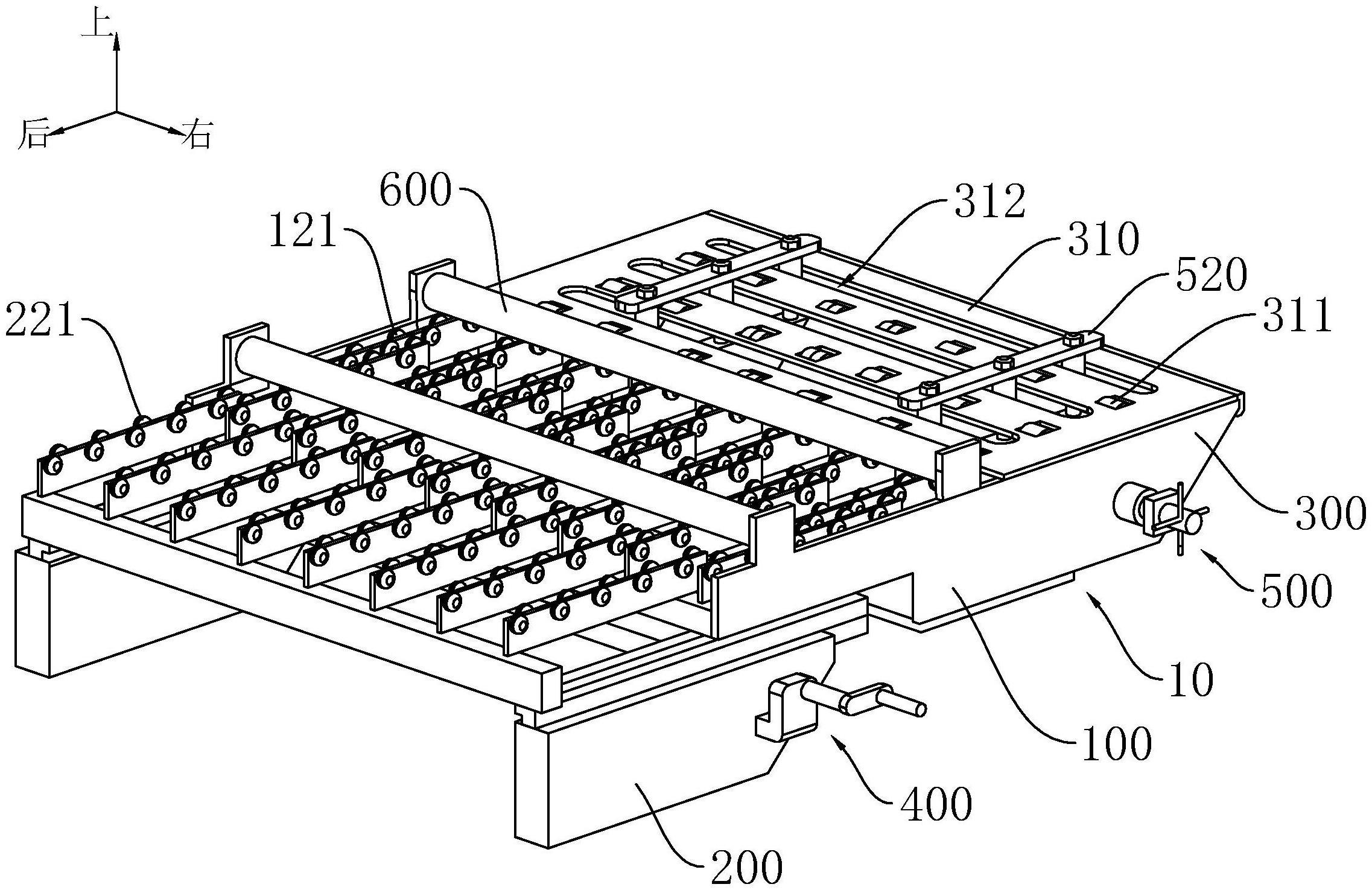
3、活动座,其包括定位架和第一托料架,所述定位架连接在所述第一托料架的前方,所述定位架的上表面设有多个滚动承托部,所述定位架设有限宽机构,所述限宽机构设有两个可同步远离或者同步靠近的活动块,所述活动块的移动方向垂直于所述送料方向;所述第一托料架设有多个平行于所述送料方向的第一承托组件,每相邻的两个所述第一承托组件均间隔设置,所有的第一承托组件均连接有多个第一导向轮;
4、第二托料架,其设有多个平行于所述送料方向的第二承托组件,每相邻的两个所述第二承托组件均间隔设置,所有的第二承托组件均连接有多个第二导向轮;所述定位架位于所述第二托料架的前方,所述第一托料架沿前后方向滑动连接于所述第二托料架,所有的第二承托组件与所有的第一承托组件分别错位设置,所述滚动承托部、第一导向轮和第二导向轮均具有相同的承托面。
5、根据本实用新型实施例的送料装置,至少具有如下有益效果:带料沿进料方向依次承托于所述第二导向轮、第一导向轮和滚动承托部,所述限宽机构通过两个所述活动块来对带料进行对中定位,以限定带料与冲床之间的相对位置,以确保冲床的冲模能够正确位于带料的指定位置上;对于不同尺寸带料的加工,由于两个所述活动块之间的相对位置可调,因此本实用新型的对中定位功能适配于不同尺寸的带料,与此同时,因更换冲模而造成的前后位置偏差,则可通过调节所述第一托料架与所述第二托料架之间的相对位置而进行补偿,所述第二承托组件与所述第一承托组件的错位设置可避免两者在前后位置的调节过程中发生干涉,使得所述送料装置能够将不同尺寸的带料对中定位输送至冲床。
6、根据本实用新型的一些实施例,为了调节所述限宽机构的开口宽度,所述限宽机构还包括丝杠和两个螺母块,所述丝杠转动连接于所述定位架,所述丝杠设有两个旋向相反的外螺纹段,两个所述活动块分别连接于两个所述螺母块,两个所述螺母块分别螺纹连接于两个所述外螺纹段。
7、根据本实用新型的一些实施例,由于所述送料装置的位置与冲床的位置并非高精准定位,因此所述限宽机构与所述定位架之间的左右位置设置为可调,以实现所述限宽机构位置的整体偏移,从而满足带料与冲床的对中定位。
8、根据本实用新型的一些实施例,所述丝杠的一端连接有手轮,此时两个所述活动块的位置可通过所述手轮进行调节。
9、根据本实用新型的一些实施例,所述第一承托组件和所述第二承托组件二者中的一者设有两个相互错位的第一安装条、二者中的另一者设有一个第二安装条。上述的设置,可有效增加对带料的承托面积,以降低带料对单个导向轮的压强,这不仅有利于提升对带料的输送稳定性,还能够减少导向轮对带材表面所造成的划痕。
10、根据本实用新型的一些实施例,为了防止带料在输送过程中发生翘板,所述第一托料架在所述第一承托组件的上方设有至少一个压料辊。
11、根据本实用新型的一些实施例,为了适配不同厚度的带料,所述压料辊与所述第一托料架之间的上下位置可调。
12、根据本实用新型的一些实施例,所述第一托料架与所述第二托料架之间设有锁定机构,所述锁定机构用于限定所述第一托料架与所述第二托料架之间的相对位置,以避免所述第一托料架与所述第二托料架在正常工作中发生相对位移,从而影响冲压质量。
13、根据本实用新型的一些实施例,由于滚轮和滚珠可实现对带料的滚动输送,因此所述滚动承托部为滚轮或者滚珠。
14、根据本实用新型的第二方面实施例的带料冲压系统,包括放卷装置、校平装置、冲床和上述的送料装置,所述放卷装置、校平装置、送料装置和冲床沿送料方向顺次对接,所述冲床设有冲模,两个所述活动块以所述冲模的中心基准面进行对称设置。
15、根据本实用新型实施例的带料冲压系统,至少具有如下有益效果:通过采用所述送料装置,使得所述冲压系统能够适用于不同尺寸带料的冲压,以满足不同车型的加工。
16、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.送料装置,具有从后往前的送料方向,其特征在于,包括:
2.根据权利要求1所述的送料装置,其特征在于:所述限宽机构(500)还包括丝杠(510)和两个螺母块(530),所述丝杠(510)转动连接于所述定位架(300),所述丝杠(510)设有两个旋向相反的外螺纹段,两个所述活动块(520)分别连接于两个所述螺母块(530),两个所述螺母块(530)分别螺纹连接于两个所述外螺纹段。
3.根据权利要求2所述的送料装置,其特征在于:所述限宽机构(500)与所述定位架(300)之间的左右位置可调。
4.根据权利要求2所述的送料装置,其特征在于:所述丝杠(510)的一端连接有手轮(511)。
5.根据权利要求1所述的送料装置,其特征在于:所述第一承托组件(120)和所述第二承托组件(220)二者中的一者设有两个相互错位的第一安装条(122)、二者中的另一者设有一个第二安装条(222)。
6.根据权利要求1所述的送料装置,其特征在于:所述第一托料架(100)在所述第一承托组件(120)的上方设有至少一个压料辊(600)。
7.根据权利要求6所述的送料装置,其特征在于:所述压料辊(600)与所述第一托料架(100)之间的上下位置可调。
8.根据权利要求1所述的送料装置,其特征在于:所述第一托料架(100)与所述第二托料架(200)之间设有锁定机构(400),所述锁定机构(400)用于限定所述第一托料架(100)与所述第二托料架(200)之间的相对位置。
9.根据权利要求1所述的送料装置,其特征在于:所述滚动承托部(311)为滚轮或者滚珠。
10.带料冲压系统,其特征在于,包括如权利要求1至9任意一项所述的送料装置,还包括:放卷装置、校平装置和冲床,所述放卷装置、校平装置、送料装置和冲床沿送料方向顺次对接,所述冲床设有冲模,两个所述活动块(520)以所述冲模的中心基准面进行对称设置。
技术总结
本技术公开了送料装置以及带料冲压系统,该送料装置包括:活动座,其包括相互连接的定位架和第一托料架,定位架设有多个滚动承托部,定位架设有限宽机构,限宽机构设有两个可同步远离或者同步靠近的活动块,其移动方向垂直于送料装置的送料方向;第一托料架设有多个间隔设置的第一承托组件;第二托料架,其设有多个间隔设置的第二承托组件,所有的承托组件均连接有多个导向轮;第一托料架沿前后方向滑动连接于第二托料架,第二承托组件与第一承托组件错位设置。由于两个活动块之间的相对位置可调,因此对中定位功能适配于不同尺寸的带料,因更换冲模而造成的前后位置偏差,则可通过调节第一托料架与第二托料架之间的相对位置而进行补偿。
技术研发人员:王宏宝,叶荣赋,黄升将,颜克明
受保护的技术使用者:佛山博世丰通汽车零部件有限公司
技术研发日:20230309
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!